Som i de flesta fall handlar slutresultatet till stor del om vad det är för produkter som används, inte minst när det gäller sågning. Att exempelvis försöka såga en mindre profil med ett grovtandat bandsågblad ger sällan önskat resultat. Det finns flera faktorer att ta hänsyn till för att välja det ultimata sågbladet - använd gärna vår guide som en hjälp på vägen!
Bandsågbladets material och typer
Materialet på sågbladet är det första steget i processen att välja bandsågblad. Det vanligaste och även mest rekommenderade för stålbearbetning är typen M42 Bimetall. Detta är ett koboltlegerat sågblad tillverkat av HSS-snabbstål. Kobolt M42 som material ger en bra värmebeständighet samt ger en ökad livslängd. M42 Bimetall-sågblad lämpar sig därför för tuff produktionssågning och seriell kapning i alla typer av stål.
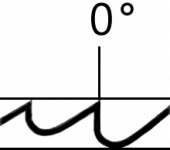
Bandsågbladen av typen (VN) 0° passar alla typer av metaller och är framförallt bra för kapning av profiler. Sågbladen lämpar sig bra för sågning av lättare solida material, tunnväggigt gods och även icke järnhaltiga material. De ståltyper som lämpar sig bra är sätthärdningsstål, automatstål, fjäderstål, kallarbetsstål, seghärdat stål samt rostfritt stål.
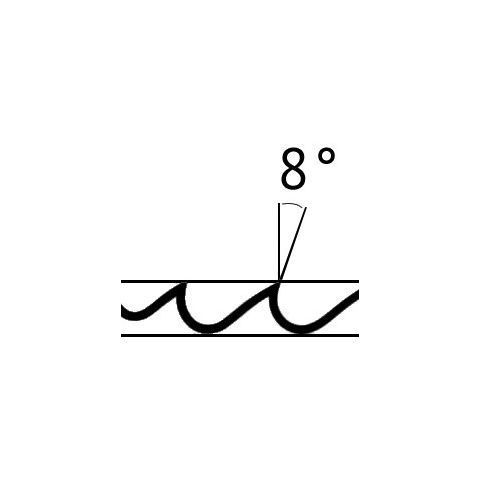
Bandsågbladen av typen (VI) 8° passar också för alla typer av metaller och lämpar sig bäst för solida material med en kapbredd över 100 mm. Minsta bredd för dessa blad är 27 mm. De ståltyper som lämpar sig bra är byggstål, sätthärdningsstål samt olegerade verktygsstål.
Välj rätt bandsågblad
Sågbladets längd - Det är den aktuella maskinen som avgör hur långt ett bandsågblad ska vara och det brukar då stå på antingen maskinen eller i tillhörande manual. Om information om längden saknas är det säkraste sättet att få reda på längden att klippa upp sågbladet som sitter i maskinen och mäta detta. Att mäta bladet när det fortfarande sitter i sågen ger tyvärr inte lika pålitliga resultat.
Sågbladets bredd – Bredden brukar för sågblad till horisontella sågar oftast vara bestämd, medan den för vertikala sågar kan vara något mer flexibel. Fördelen med ett bredare blad är att stabiliteten ökar och ett tunnare blad förenklar istället vid kontursågning.
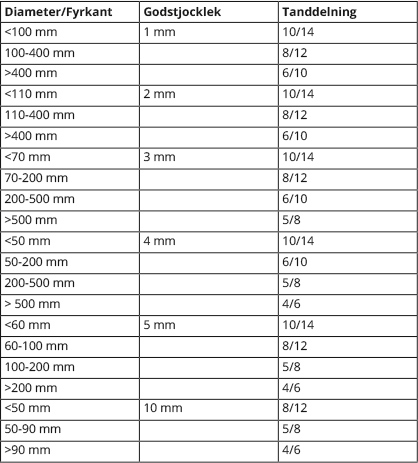
Sågbladets tanddelning – Tanddelningen mäts i tänder per tum (TPI) och innebär vilket avstånd det är mellan sågbladets tänder. Det finns två olika varianter av tanddelning:
- Konstant tanddelning innebär att tänderna har samma avstånd till varandra över hela bladet.
- Variabel tanddelning innebär att tänderna växlar avstånd och tanddelningen benämns då med det minsta respektive största antalet tänder i tandgruppen. En fördel med variabel tanddelning är att vibrationer i bladet vid sågningen minskas drastiskt.

Inkörning av sågblad
För att öka livslängden på ett sågblad och på så sätt få en bra produktionsekonomi, är det viktigt att man alltid kör in ett nytt sågblad. Ett sågblad i bimetall körs in genom att under de 10 första minuterna köra rekommenderad bandhastighet men låta matningshastigheten endast uppnå 30-50%, för att sedan efterhand öka tills optimal matning uppnås.
Om det under kapningens början uppstår vibrationer eller ljud av detta behöver skärhastigheten korrigeras något.
Tabell för kapning av rör/profil