De vanligast förekommande gängtapparna är antingen raka, spåndrivande eller spiral. Det finns dock fler varianter, exempelvis gängtapp med varannan gänga samt pressande gängtapp. Det kan därför vara bra att ha koll på när man bör använda vad för att på så sätt få det resultat som önskas. I den här guiden presenterar vi fem varianter av gängtappar som kan vara bra att ha koll på.
Gängtapp med raka spår
Rakspårstappen är den absolut vanligast förekommande gängtappen och fungerar i de flesta material. Den är dock bäst lämpad för kortspånande material eftersom den inte driver spånan framför sig.
Gängtappar med raka spår fungerar att använda både vid gängning för hand samt i maskin.

Spåndrivande gängtapp
Spåndrivande gängtappar är i första hand avsedda för att gänga genomgående hål.
De är konstruerade för att driva spånen framför sig och säkerställer därmed att kylvätska når skären.

Spiralgängtapp
Gängtappar med spiralspår är i huvudsak gjorda för att gänga i bottenhål.
Gängtappen är konstruerad så att toppens spiral driver spånorna uppåt och ur hålet, vilket minskar risken för spånklämning.

Gängtapp med varannan gänga
Denna gängtapp saknar varannan gänga vilket minskar friktionen och motståndet i svårbearbetade material.
Exempel på material denna typ av gängtapp lämpar sig för är rostfritt, brons och mässing, men den passar även bra till aluminium.

Pressande gängtapp
Det som skiljer pressande gängtappar från skärande gängtappar är att de istället för att skära gängan pressar (deformerar) gängan. Detta görs helt utan att skapa spånor.
Pressande gängtappar finns i två varianter; med och utan smörjspår. Gängtappar med smörjspår lämpar sig väl i exempelvis horisontella maskiner då de hjälper skärvätskan att tränga ner i hålet.

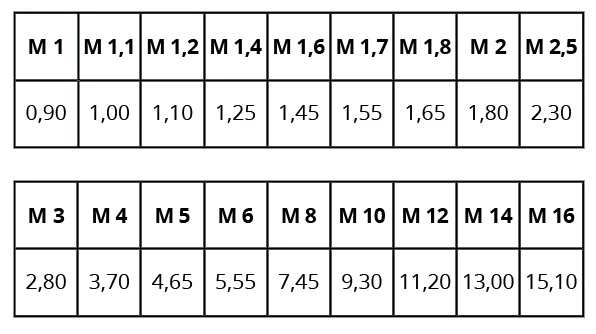
Borrdimensioner med avsedd storlek måste användas till pressande gängtappar, vilka syns i tabellen nedan.