Bearbetning av trä och träbaserade material har vid första anblicken förändrats lite under de senaste decennierna. Sågning, fräsning, borrning, hyvling allt ser ganska oförändrad ut. Men inom industrin är fallet annorlunda. Stora steg har tagits i utvecklingen av träbearbetningsmaskiner vilket ökat matningshastigheter och varvtal. Dessutom har utbudet av material som skall bearbetas utökats. Nya skivmaterial, beläggningar och limtyper gör bearbetningen till en utmaning.
När det gäller skärverktyg används olika skärvinklar och geometrier. Hårdmetall för skärande verktyg har varit kommersiellt tillgängligt sedan slutet av 1920-talet. Olika hårdmetallsorter för bearbetning av trä– och träbaserade material har utvecklats liksom sorter för plaster och kompositer. Slipteknik och ytjämnhet har bidragit till ökade gångtider. Dagens mångfald av verktygstyper, dimensioner och hårdmetallsorter ökar kraven på verktygsleverantören. Denna information är framtagen för att underlätta valet av fräsverktyg.

Hårdmetall
Hårdmetall är en grupp sintrade material bestående av volframkarbid som hårdämne och kobolt mm. som bindemedel.
Egenskaperna styrs av volframkarbidens kornstorlek och andelen bindemedel.
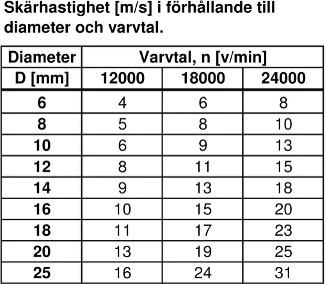
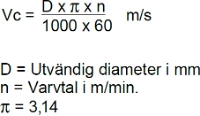
Skärhastighet
Vid fräsning av trä och träbaserade material i fräs- och hyvelmaskiner och typiska verktygsdiametrar Ø90 - Ø400 mm eftersträvas generellt skärhastigheter mellan 40 - 70 m/s.
Trots höga varvtal vid fräsning med solida pinnfräsar kommer skärhastigheten sällan upp i 40 m/s.
Verktygsspindlarnas varvtal är ofta maximerade till 18000 eller 24000 v/min. Dessa varvtal är oftast lämpliga första val vid verktyg upp till Ø25. För att minska slitaget på verktygsspindeln kan ett något lägre varvtal än det maximala väljas.
På de följande sidorna visas olika typer av solida spiralfräsar och vägledande matningshastigheter i förhållande till varvtal, skärdjup och bearbetat material.
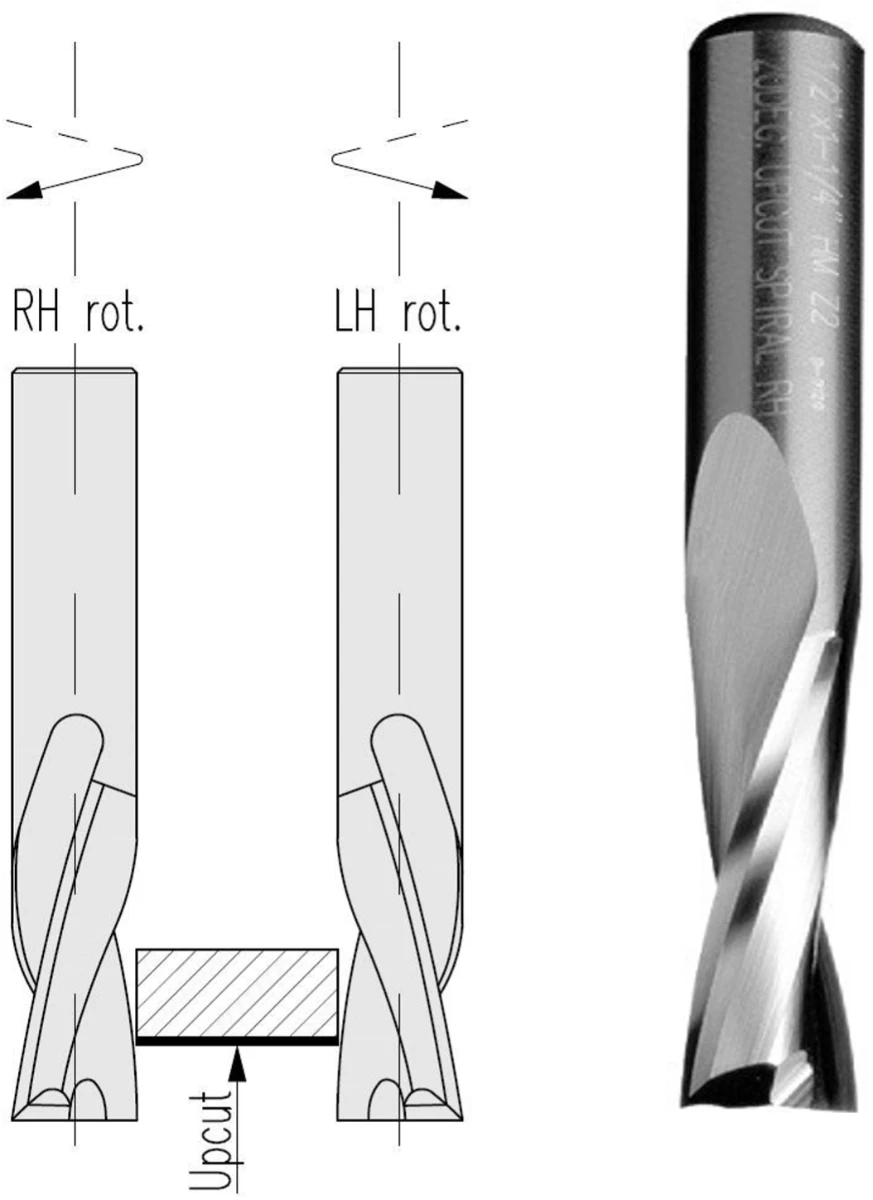
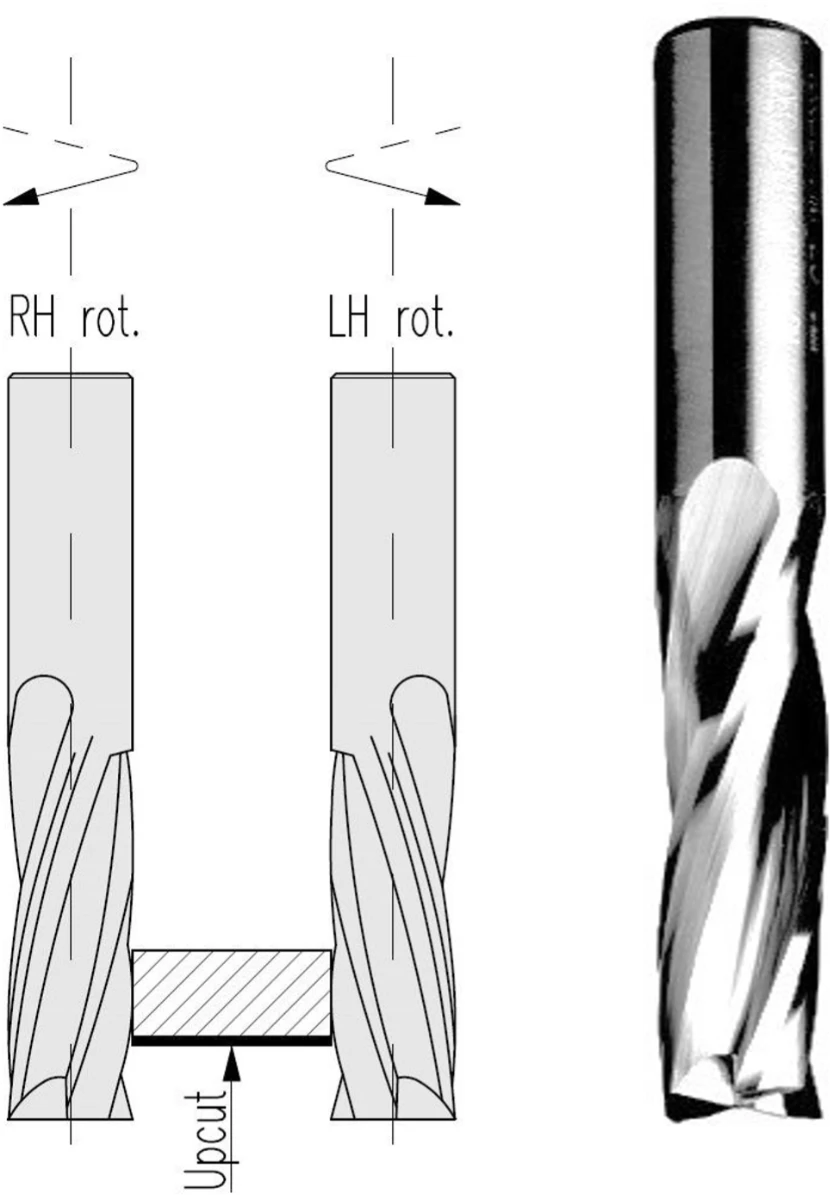
Enskärig spiralfräs upcut
Upcut (positiv spiral) ger bäst resultat på ämnets undersida. Spiralen drar spånorna i riktning mot chucken.
Högerrotation (RH rot.) är vanligast.
Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
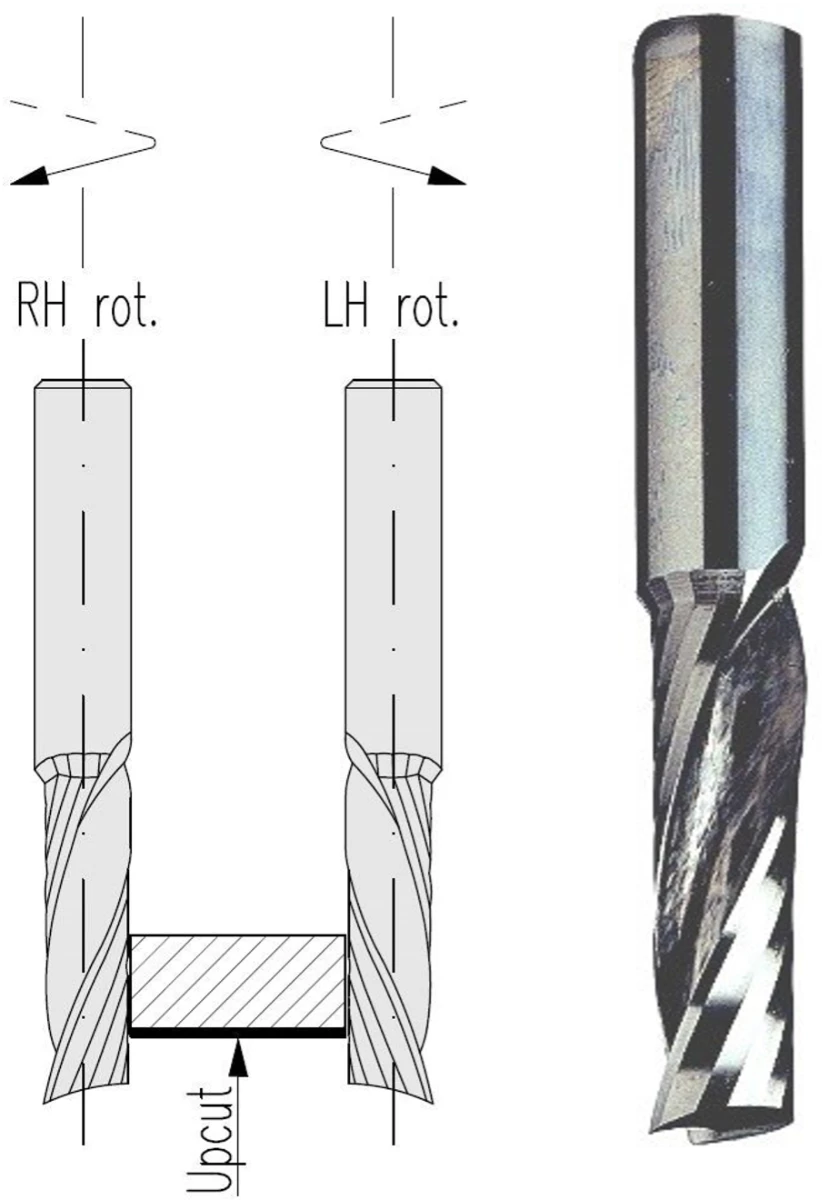
Positiv spiral Z=1
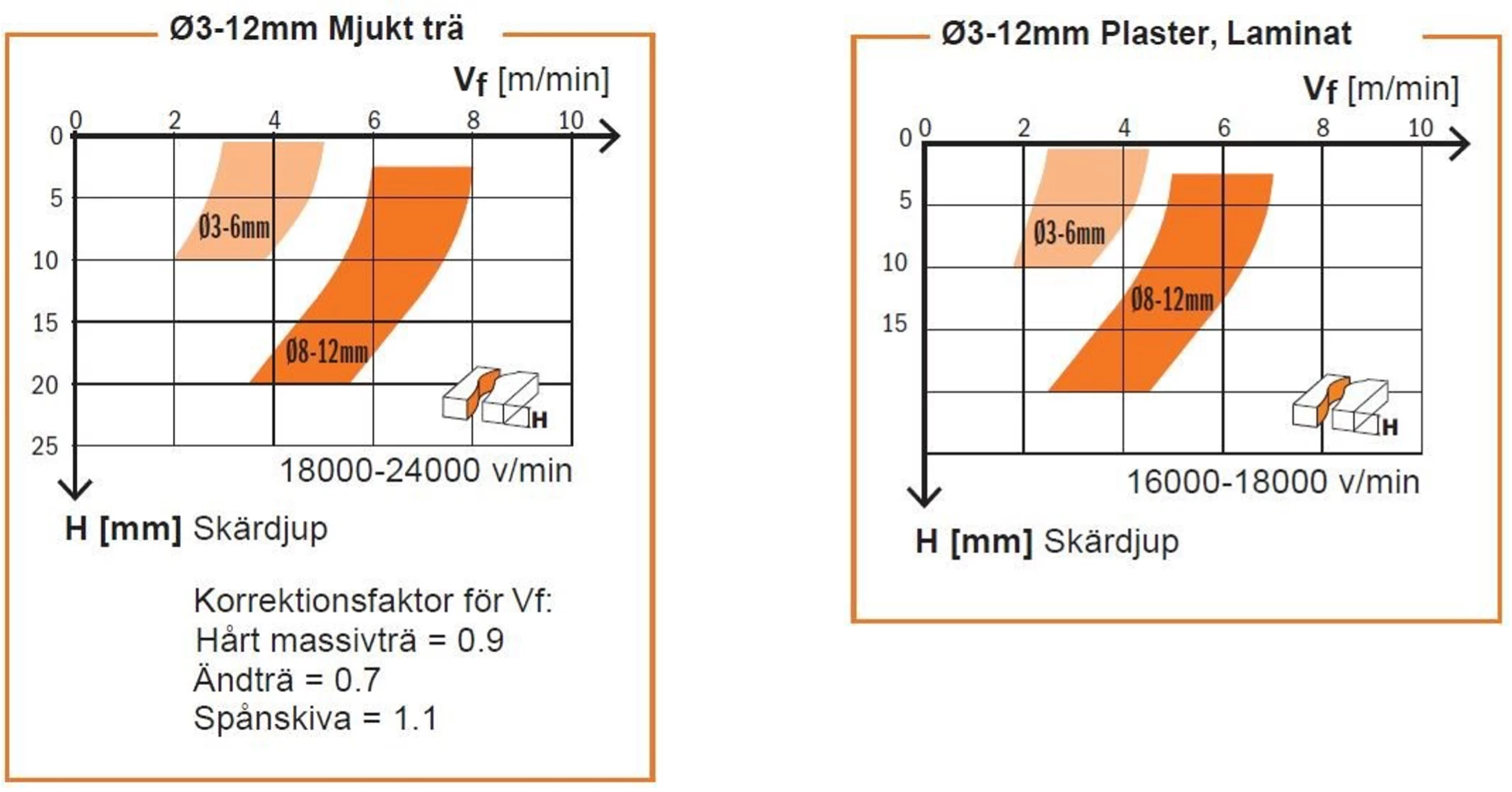
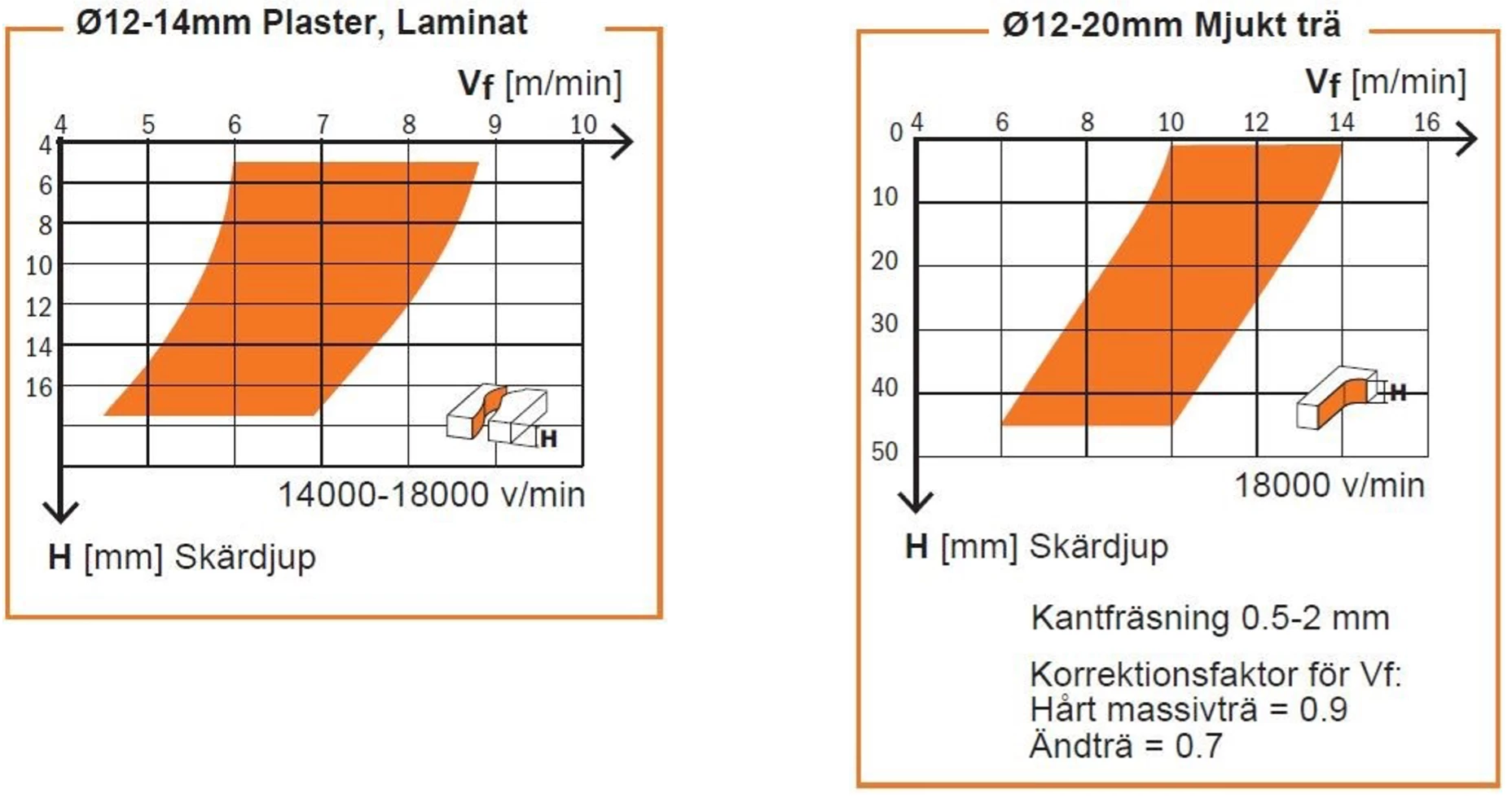
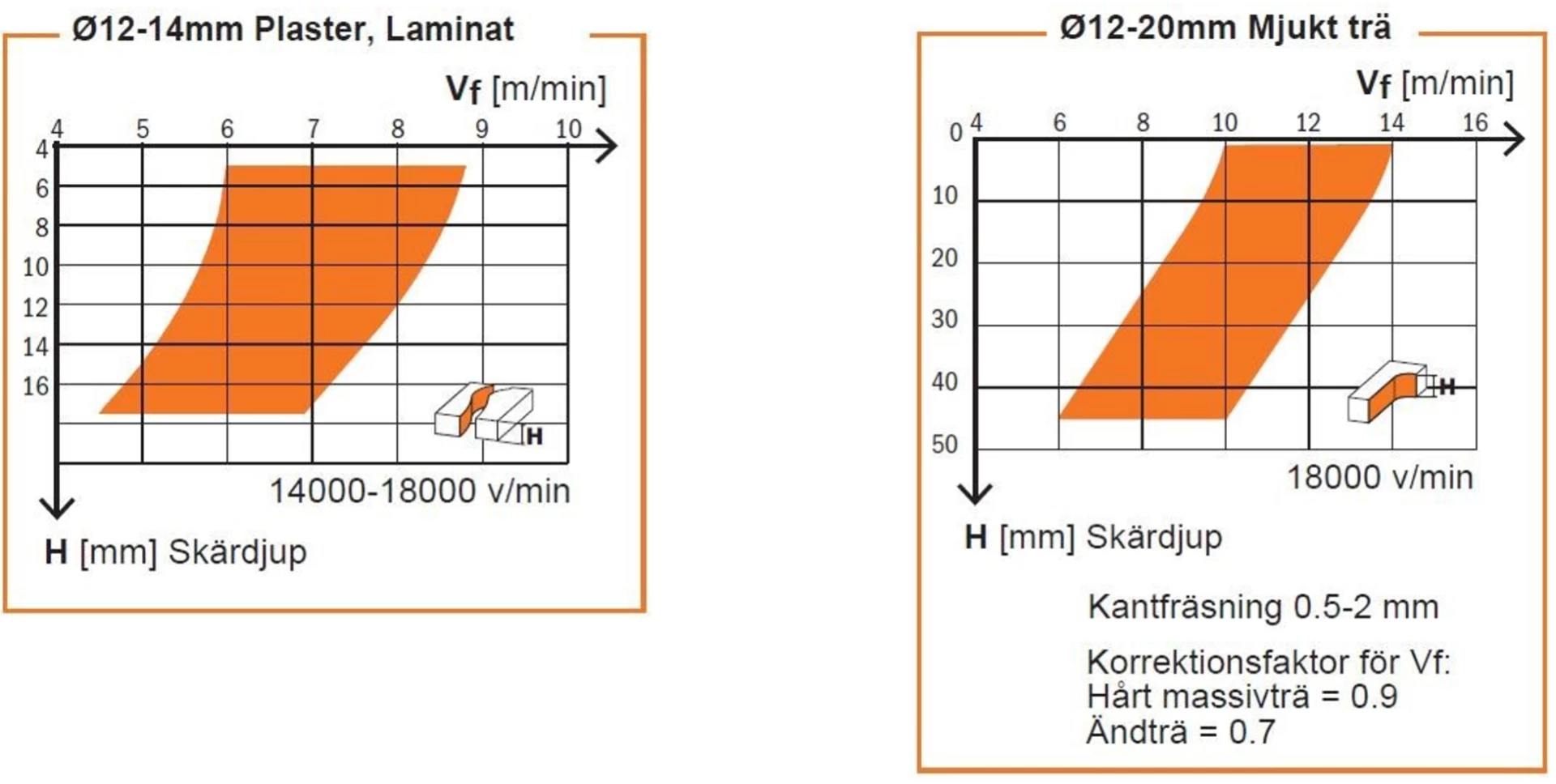
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
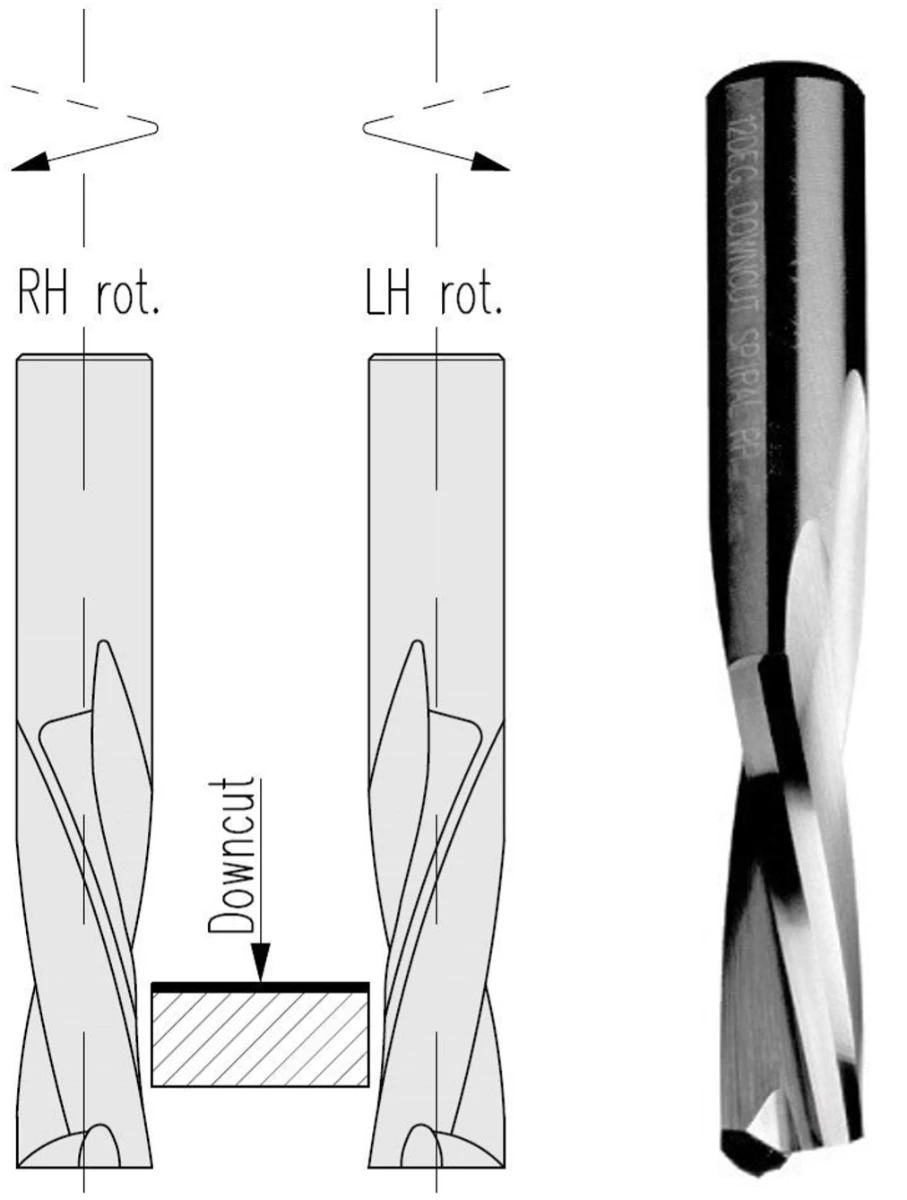
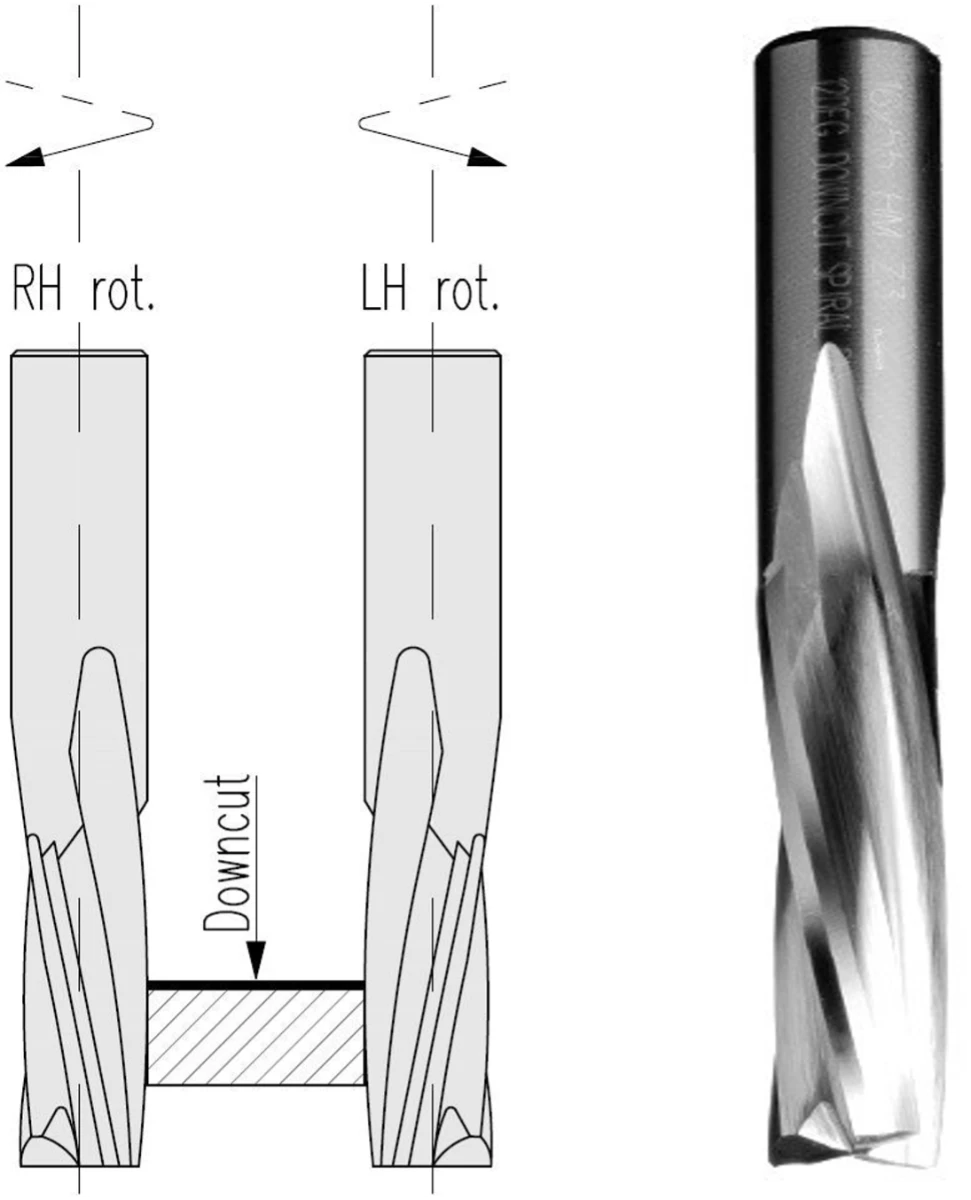
Enskärig spiralfräs downcut
Downcut (negativ spiral) ger bäst resultat på ämnets översida. Spiralen
drar spånorna i riktning ifrån chucken. Högerrotation (RH rot.) är vanligast.
Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
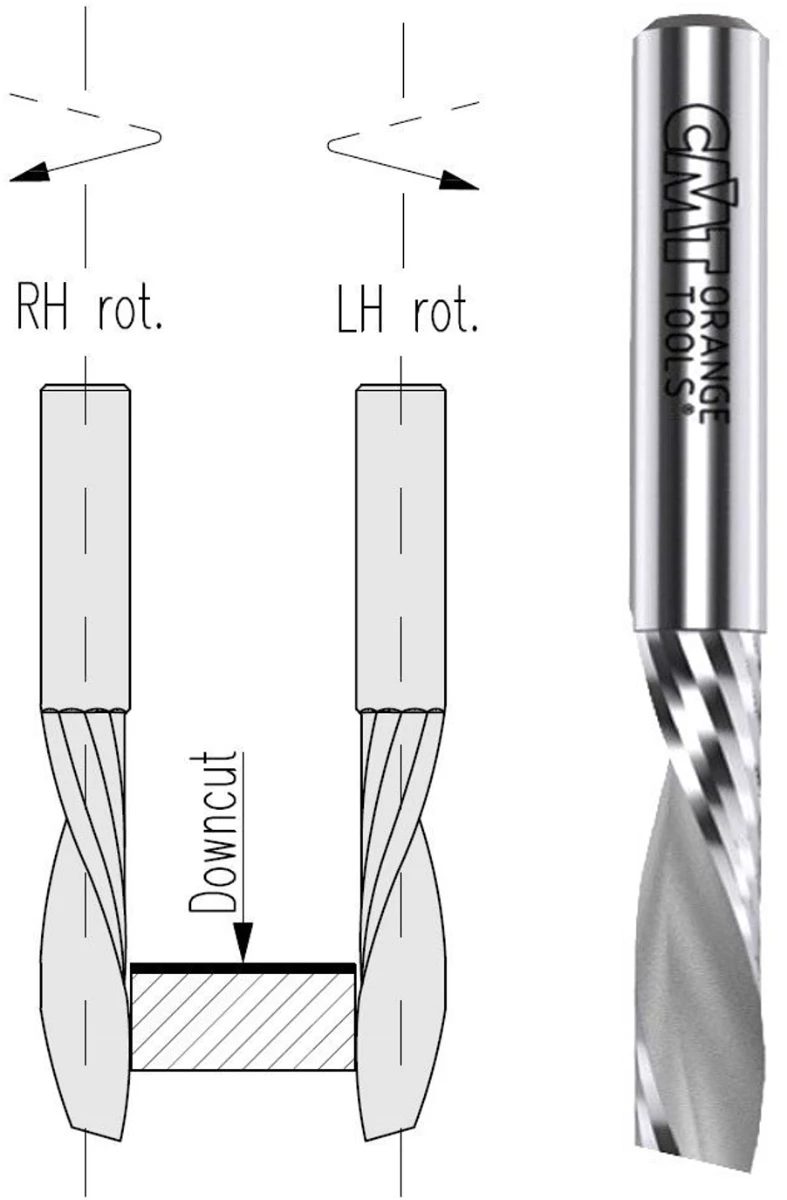
Negativ spiral Z=1
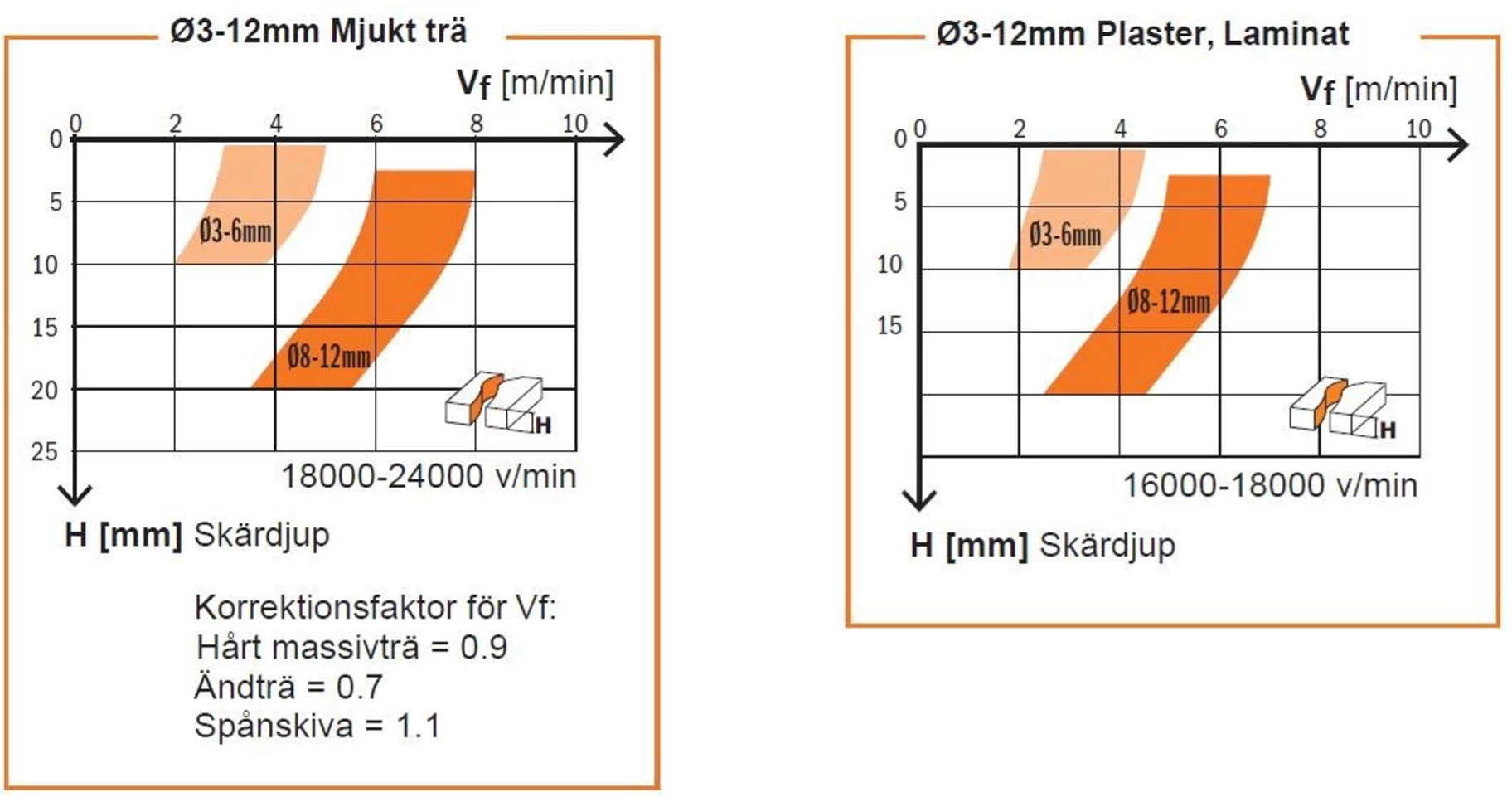
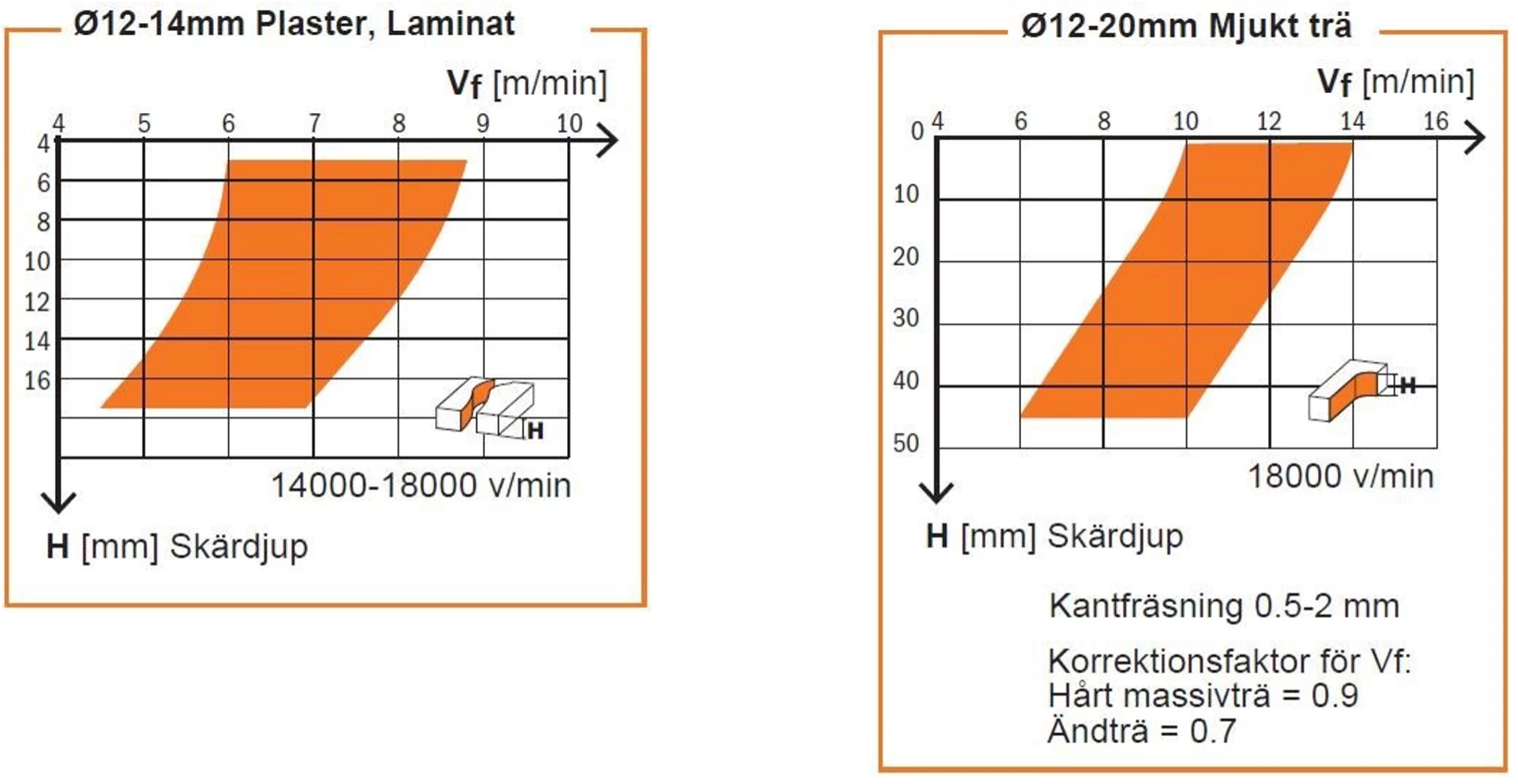
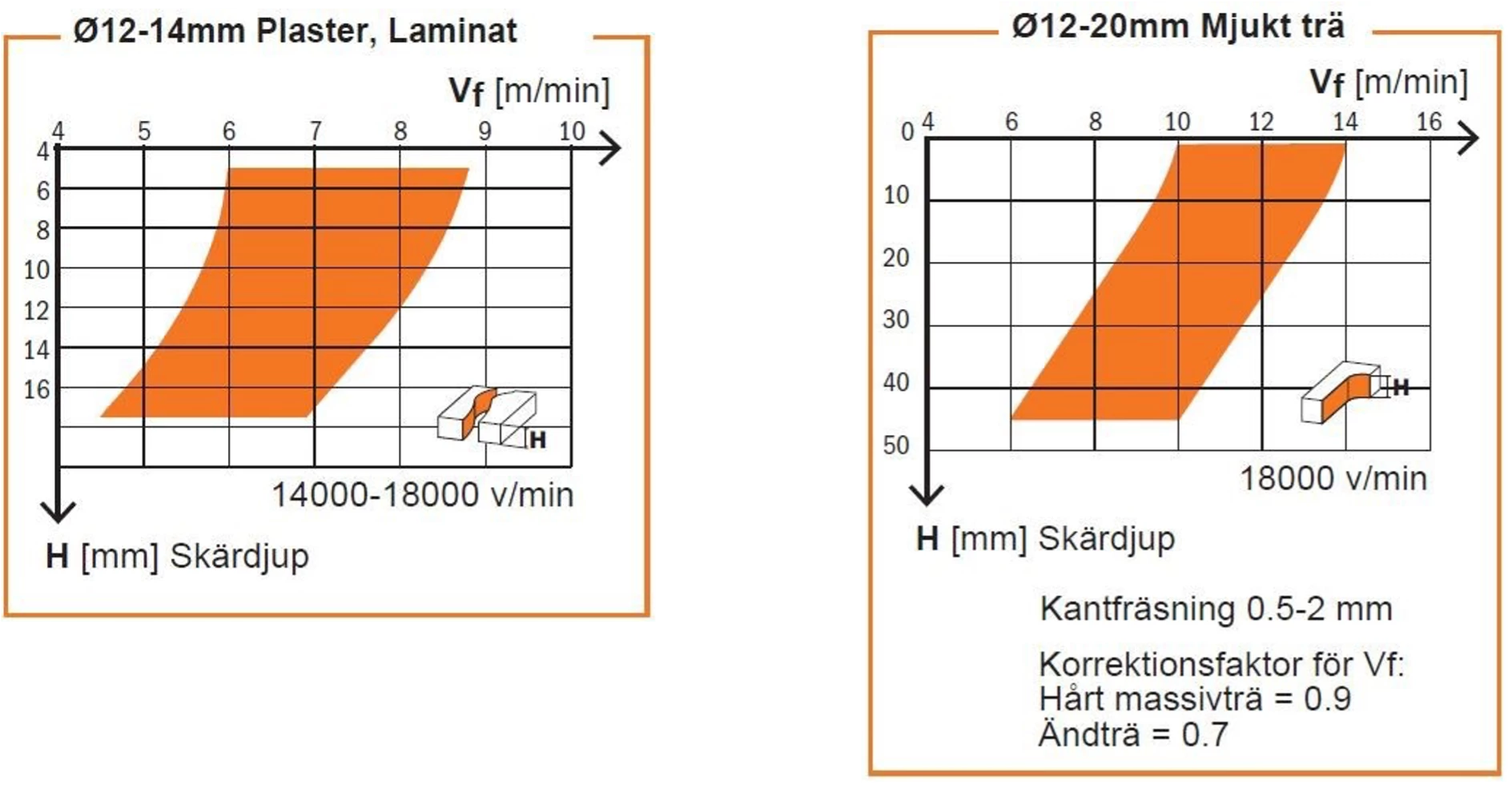
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Tvåskärig spiralfräs upcut
Upcut (positiv spiral) ger bäst resultat på ämnets undersida. Spiralen drar spånorna i riktning mot chucken.
Högerrotation (RH rot.) är vanligast.
Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
Positiv spiral Z=2
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Tvåskärig spiralfräs downcut
Downcut (negativ spiral) ger bäst resultat på ämnets översida. Spiralen
drar spånorna i riktning ifrån chucken. Högerrotation (RH rot.) är vanligast.
Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
Negativ spiral Z=2
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
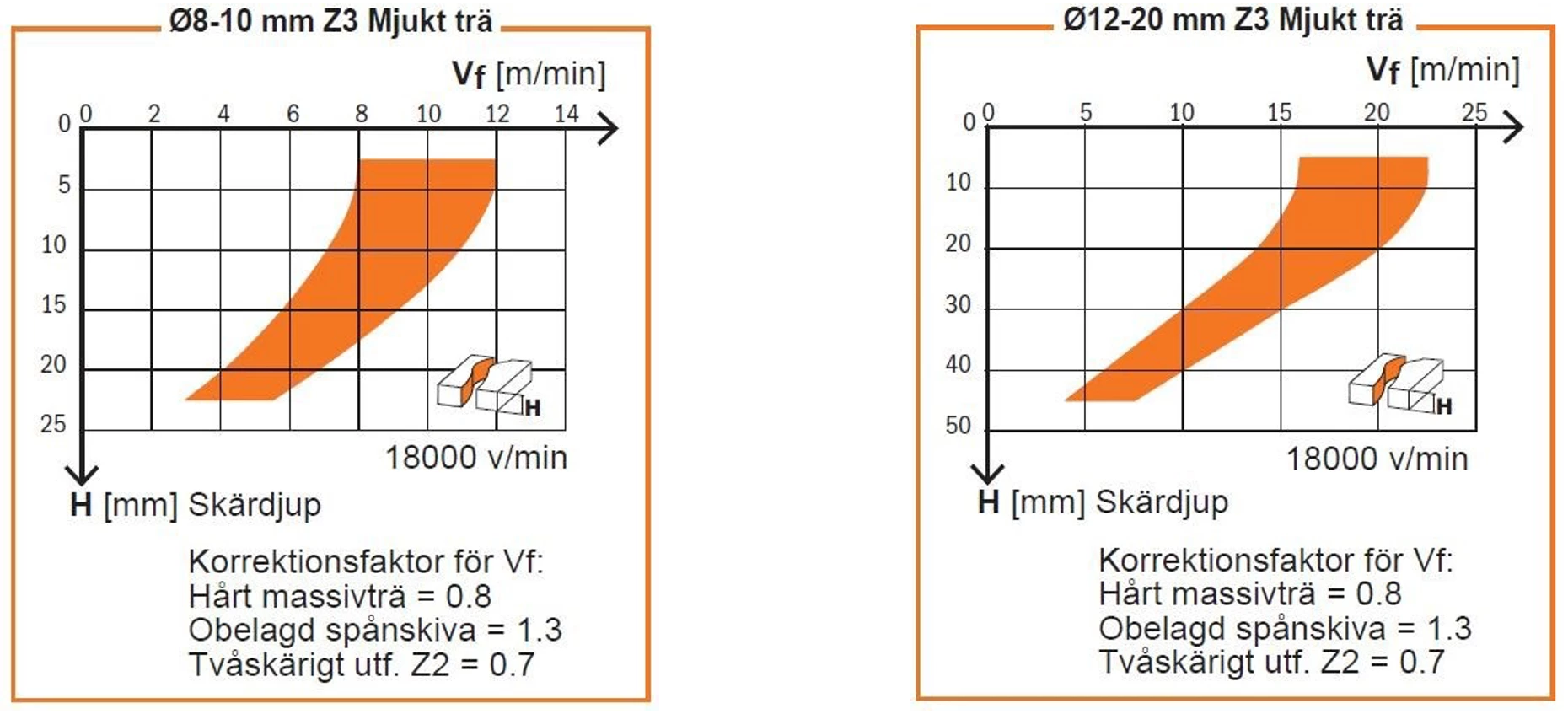
Treskärig spiralfräs upcut
Upcut (positiv spiral) ger bäst resultat på ämnets undersida. Spiralen drar spånorna i riktning mot chucken.
Högerrotation (RH rot.) är vanligast. Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
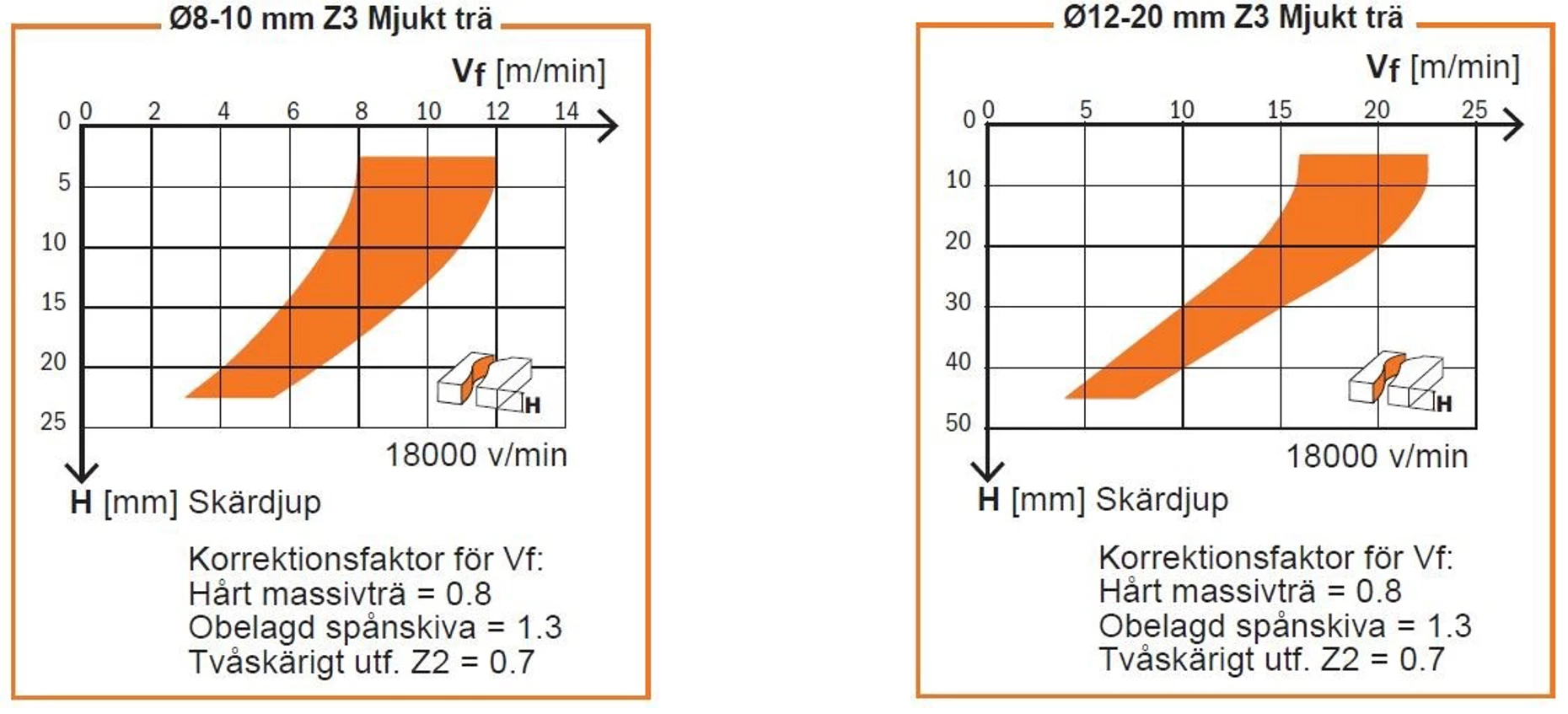
Positiv spiral Z=3
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Treskärig spiralfräs downcut
Downcut (negativ spiral) ger bäst resultat på ämnets översida. Spiralen
drar spånorna i riktning ifrån chucken. Högerrotation (RH rot.) är vanligast.
Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
Negativ spiral Z=3
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
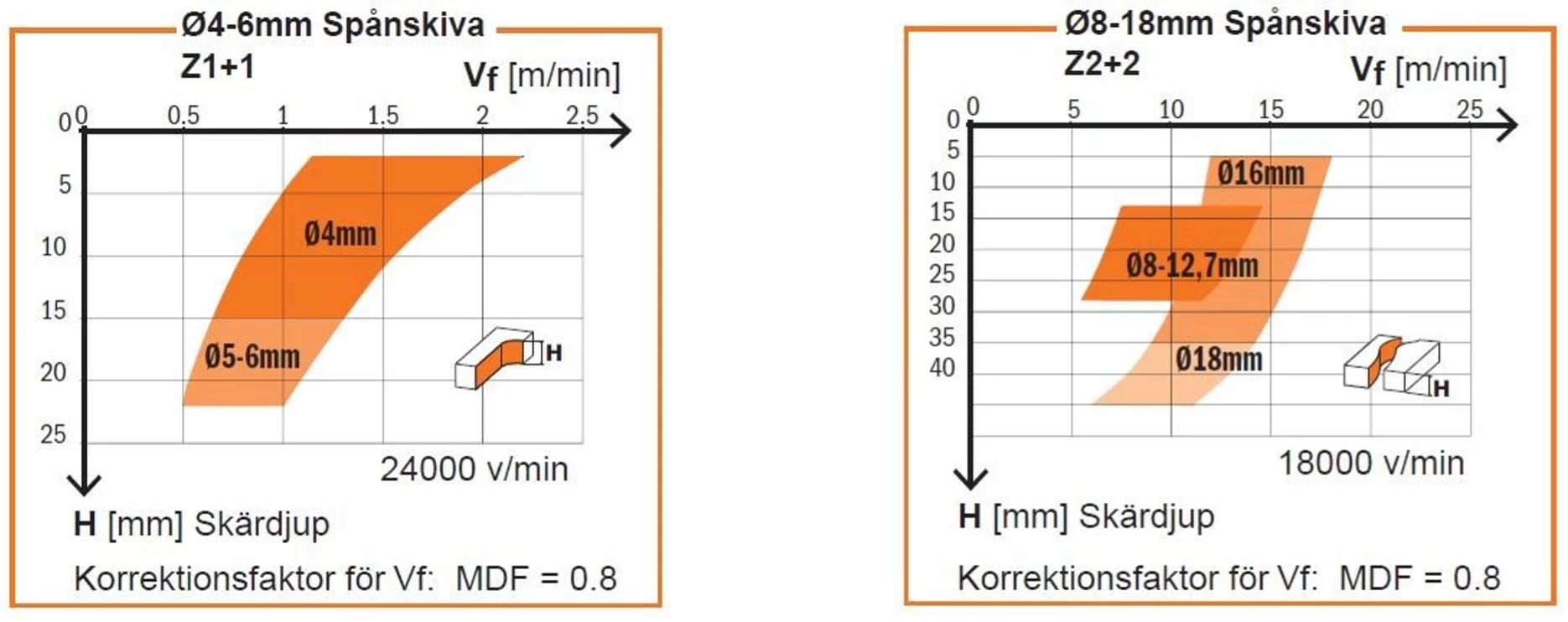
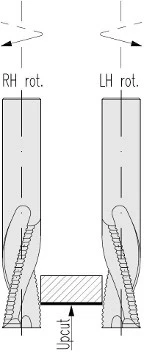
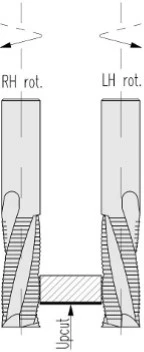
Spiralfräs up / downcut

Positiv / negativ spiral Z=2+2
Up / downcut med släta skär
Up / downcut med skrubbtandning
Up / downcut (positiv / negativ spiral) ger bra resultat på ämnets båda sidor. Högerrotation (RH rot.) är vanligast. Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
Ø4 - 6 är oftast enskäriga (Z1+1).
Ø8 och större är oftast tvåskäriga (Z2+2).
Vissa dimensioner finns även treskäriga (Z3+3). Vissa dimensioner finns med skrubbtandning.
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Spiralfräs skrubbtandad Z2 & Z3 upcut
Skrubbtandningen rekommenderas vid föravverkning eller vid låga ytkrav. Fräsning med större avverkning och/eller högre matningshastighet möjlig. Upcut (positiv spiral) ger bäst resultat på ämnets undersida. Spiralen drar spånorna i riktning mot chucken.
Högerrotation (RH rot.) är vanligast. Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.
Positiv spiral
Z=2
Positiv spiral
Z=3
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Spiralfräs skrubbtandad Z2 & Z3 downcut
Skrubbtandningen rekommenderas vid föravverkning eller vid låga ytkrav. Fräsning med större avverkning och/eller högre matningshastighet möjlig. Downcut (negativ spiral)
ger bäst resultat på ämnets översida. Spiralen drar spånorna i riktning ifrån chucken.
Högerrotation (RH rot.) är vanligast. Vänsterrotation (LH rot.) kan i vissa sammanhang minska urslag och urflisningar.

Negativ spiral Z=2

Negativ spiral Z=3
Diagrammen visar riktvärden för matningshastigheten [Vf] i förhållande till skärdjupet [H]. Optimala värden för varvtal, matningshastighet och skärdjup påverkas av många faktorer som exempelvis:
Material
Chuck
Antal skär
Maskintyp
Önskad finish
Exempel på övriga utföranden
Spånbrytare
Smala spår fördelade utmed fräsens arbetslängd ger uppdelade spånor, mindre vibrationer och möjlighet till högre matningshastighet jämfört med släta spiralfräsar.
Verktygstypen ger en slät yta men risk för synliga ränder.
Slät / skrubbslipning
Grov– och finfräsning i samma moment. Breda spår fördelade utmed fräsens arbetslängd ger uppdelade spånor, mindre vibrationer och möjlighet till högre matningshastighet jämfört med släta spiralfräsar.
Verktygstypen ger en slät yta men risk för synliga ränder och något sämre finish.
Ände med fullradie (ballnose)
Radiefräs för fräsning av spår med rund botten, kälning på hörn eller 3D figurfräsning.
Normalt positiv (upcut) spiral men även negativ spiral (downcut) är möjlig.
Ände med fullradie (ballnose) och konisk spiral
Radiefräs för fräsning av spår med rund botten, kälning på hörn eller 3D figurfräsning. Koniciteten ger ökad stabilitet och möjliggör lång arbetslängd i kombination med liten radie.
Ände med hörnradie (bullnose)
Radiefräs för invändiga hörn med liten radie eller kälning av utvändiga hörn mm.
Normalt slät positiv (upcut) spiral men även skrubbslipning och negativ spiral (downcut) är möjliga.
Avfasad ände
Fasslipad ände minskar risken för urslag på materialets undersida vid genomgående fräsning av hål för lås, glasurtag, mm.
Avfasad ände kan kombineras med både slät– och skrubbslipad spiral.

Reducerad halsdiameter
Spiralfräsar avsedda för låskistfräsning och andra djupa spår. Verktyget har mindre diameter mellan den skärande främre delen och fästet för att undvika oönskad kontakt med materialet.















