
Hårdmetall för skärande verktyg har varit kommersiellt tillgängligt sedan slutet av 1920-talet. TIGRA®, som är vår huvudleverantör av vändskär, startade sin produktion 1987. Olika hårdmetallsorter för bearbetning av trä– och träbaserade material har utvecklats liksom sorter för plaster och kompositer. Slipteknik och ytjämnhet har bidragit till ökade gångtider. Dagens mångfald av skärtyper, dimensioner och hårdmetallsorter ökar kraven på verktygsleve-rantören.
Denna information är framtagen för att underlätta valet av skärtyp.
Hårdmetall
Hårdmetall är en grupp sintrade material bestående av volframkarbid som hårdämne och kobolt mm. som bindemedel.
Egenskaperna styrs av volframkarbidens kornstorlek och andelen bindemedel.
Hårdmetalltillverkning
Här visas en förenklad beskrivning av tillverkningsprocessen.

Steg 1
Wolframkarbider och bindemedel blandas till ett homogent pulver.
Steg 2
Pressning till så kallad grön hårdmetall.
I detta stadie kan materialet bearbetas med t.ex. borr– och fräsverktyg.


Steg 3
Sintring i kontrollerad atmosfär, tryck och temperatur (ca 1400°C).
I sintringsprocessen krymper ämnet ca 20% och får sin slutliga form och övriga egenskaper.

Steg 4
Slipning. Inspänningsytor och skäreggar slipas.

Steg 5
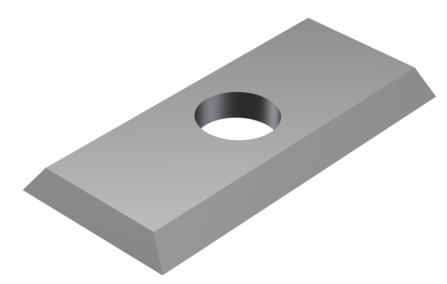
Produkt, i detta fall ett profilskär

Hårdmetalltyper
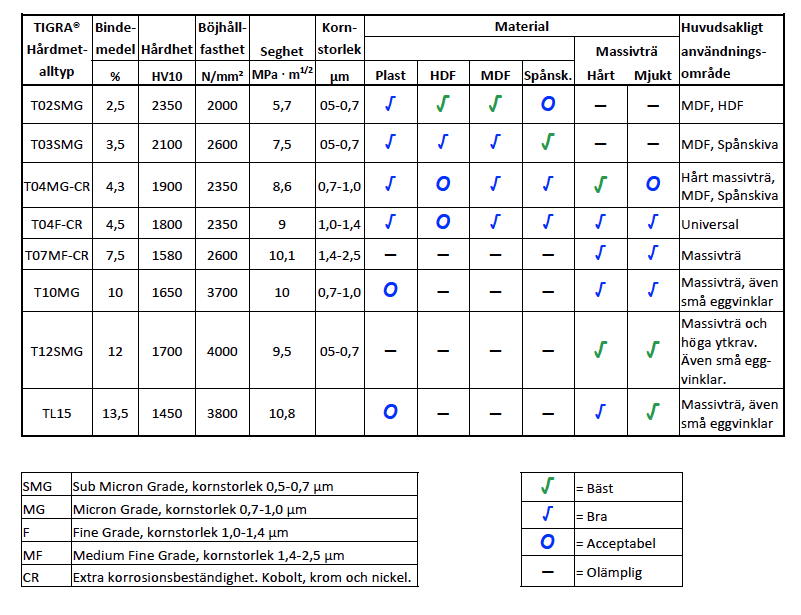
Det finns ett flertal olika hårdmetalltyper för träbearbetning. Andelen bindemedel och volframkarbidens kornstorlek styr egenskaperna.
Den universella typen T04F-CR är vanligast i vändskär. För skivmaterial finns hårdare typer och för massivträ finns mjukare typer.
Se nedanstående tabell.

Tabell över olika hårdmetalltypers egenskaper och användningsområden.
Geometrier vändskär
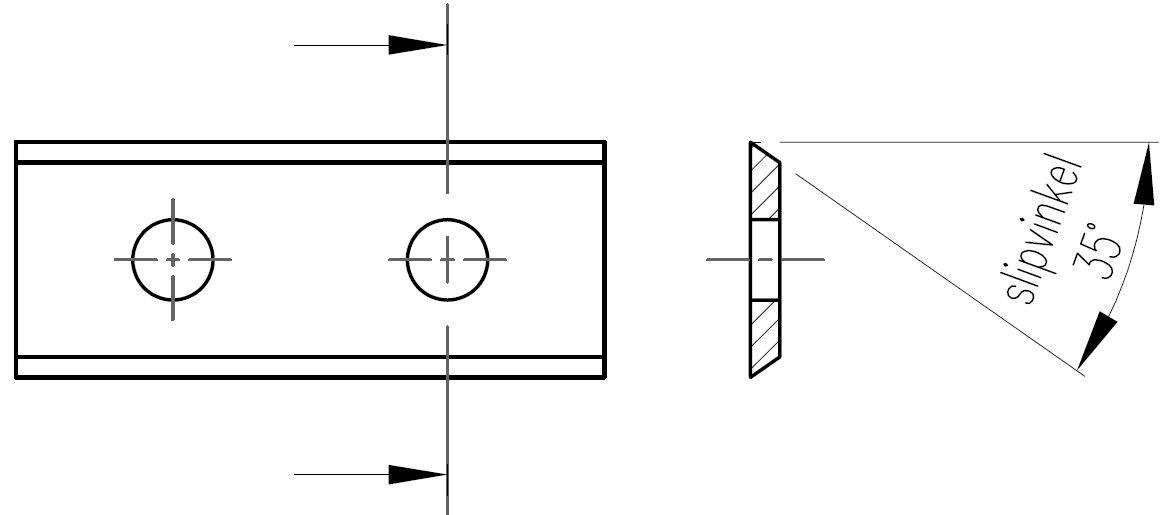
Geometrier
Slipvinkeln ska alltid motsvara plattläget i verktygskroppen. Den vanligaste slipvinkeln är 35°.
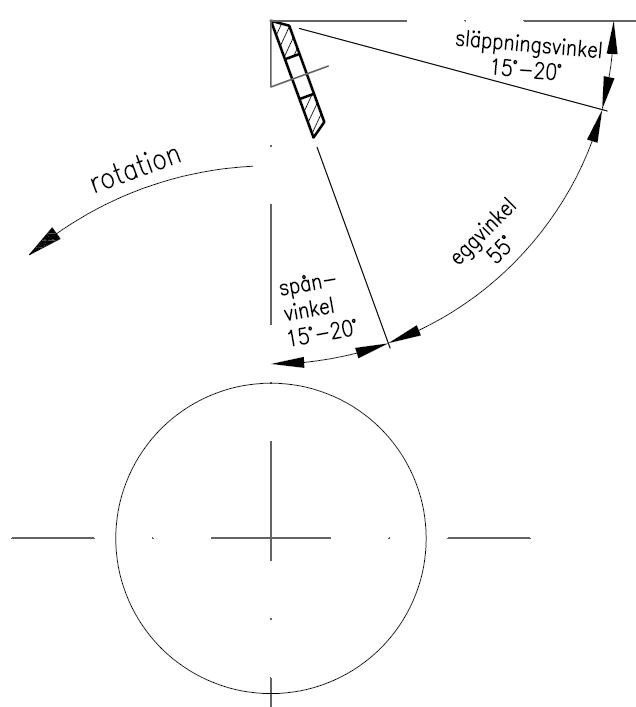
Vändskärsverktyg för träbearbetning har normalt spånvinkel 20° och släppningsvinkel 15°.
Eggvinkeln är 55° vilket motsvarar skärens slipvinkel 35°.
Se ovanstående bilder.
Vid mindre verktygsdiametrar, t.ex. skaftfräsar, eftersträvas större släppningsvinkel. Verktygen tillverkas då med mindre spånvinkel t.ex. 15° vilket ger släppningsvinkeln 20°.
Verktygskroppar med olika diametrar och för olika ändamål tillverkas ofta så att de vanligast förekommande skären med slipvinkeln 35° passar.
Det finns hårdmetallvändskär med större slipvinklar t.ex. 40° och 45°.
Det är alltså viktigt att vara noggrann i samband med beställning av skär.
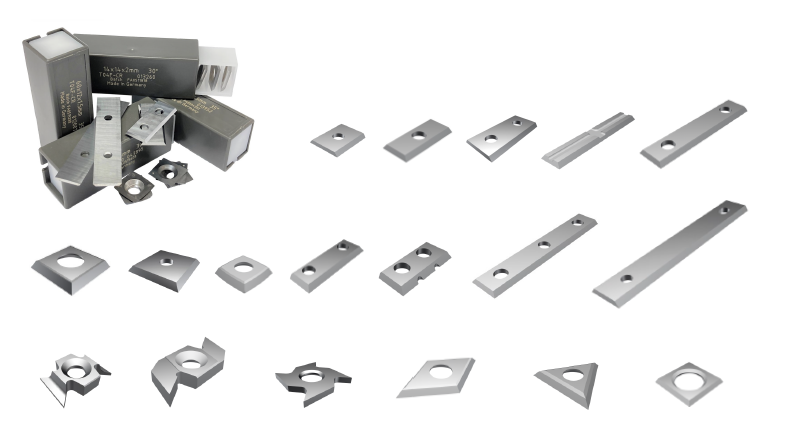
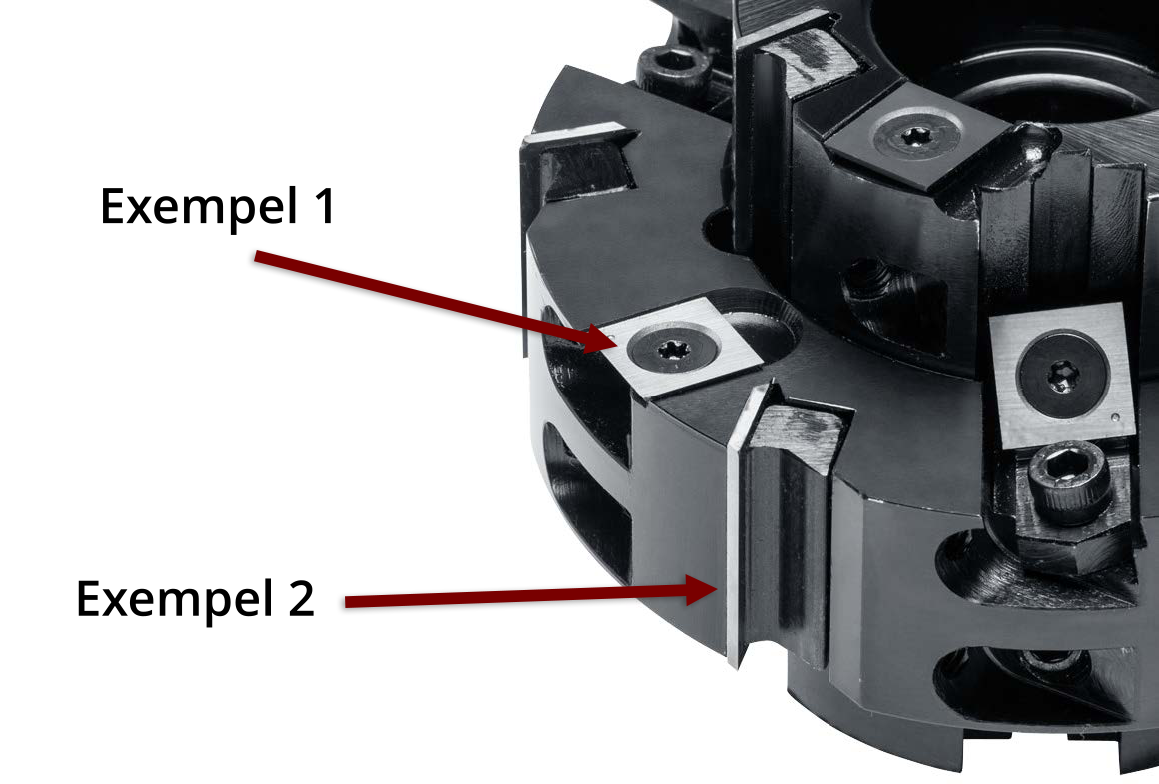
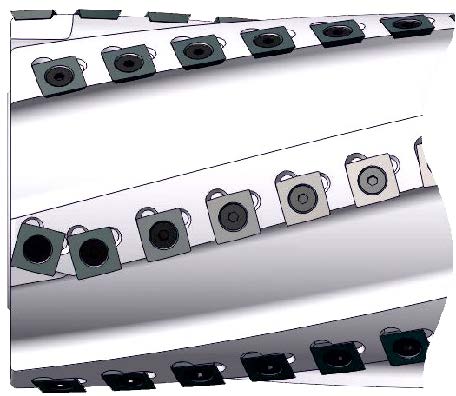
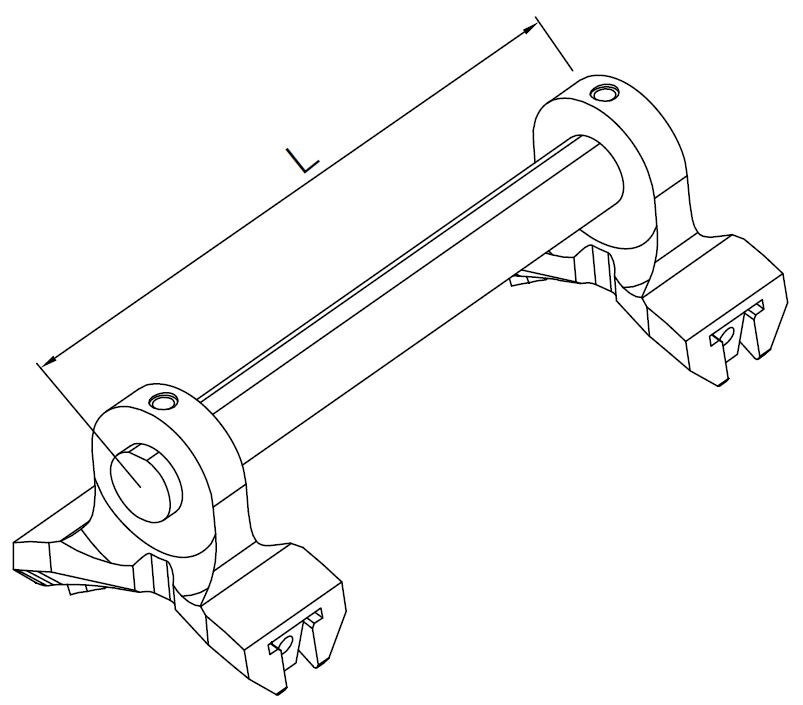
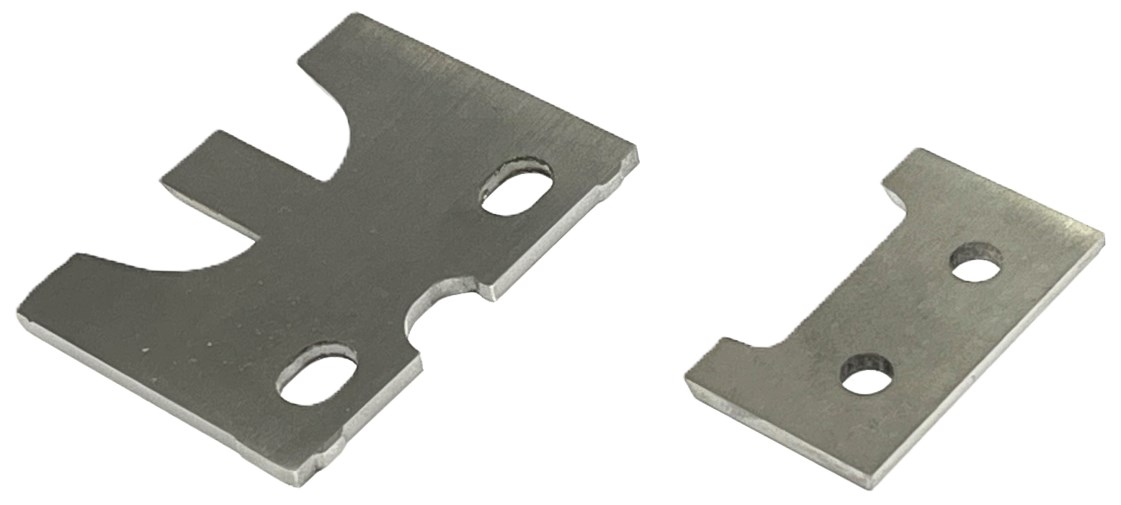
Det finns en stor mångfald av skärtyper och dimensioner. Bilderna visar ett urval och olika typer av montering i verktygskroppar.
Exempel 1:
Vändskär monterat i verktygets sida med genomgående skruv.
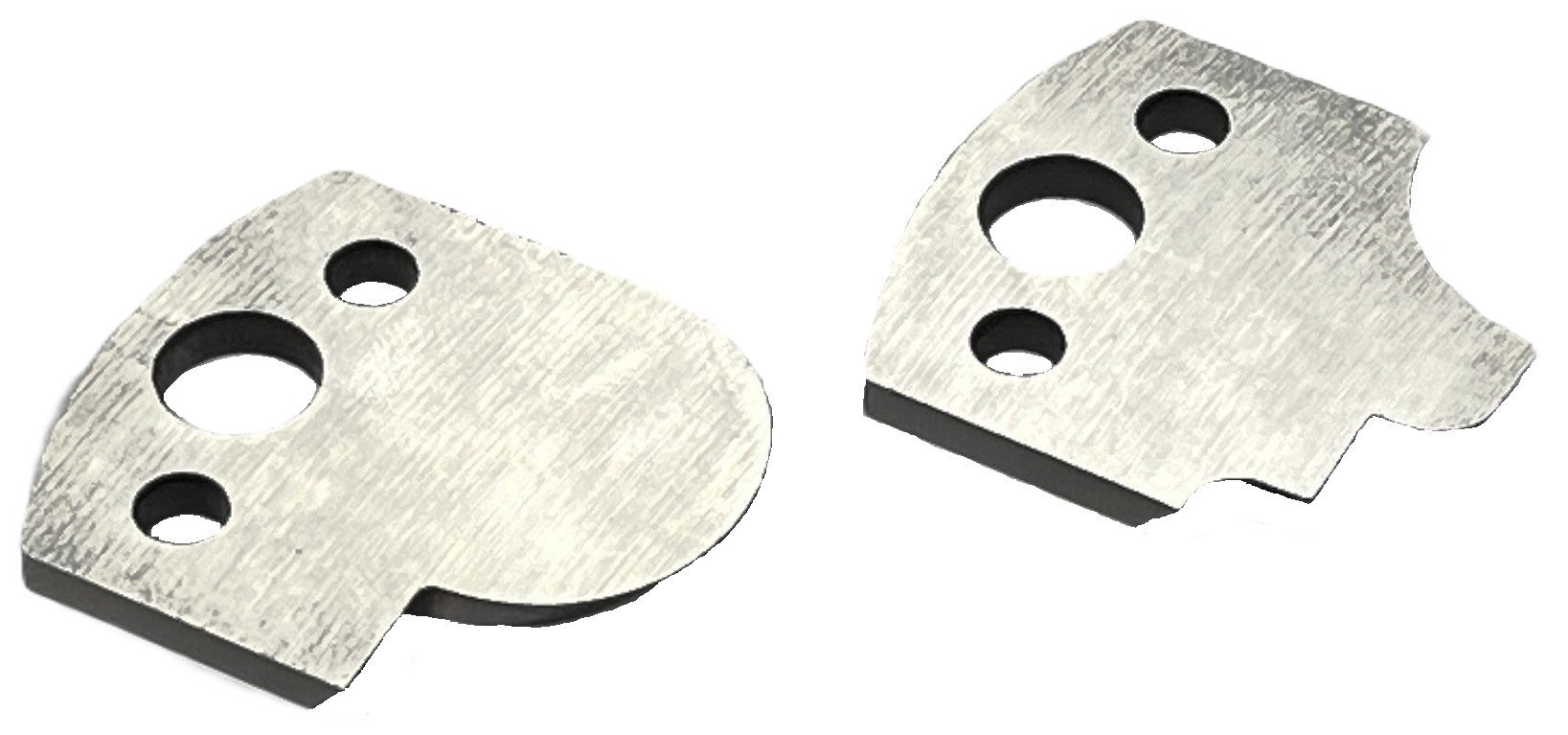
Exempel 2:
Vändskär monterat i verktygets peri-feri med tryckkil och skruv. I drift ger centrifugalkraften kilen ökat tryck mot skäret.
Vändskärsfräs
Exempel 3:
Vändskär monterat i verktygets periferi med genomgående skruv.
Vändskärskutter
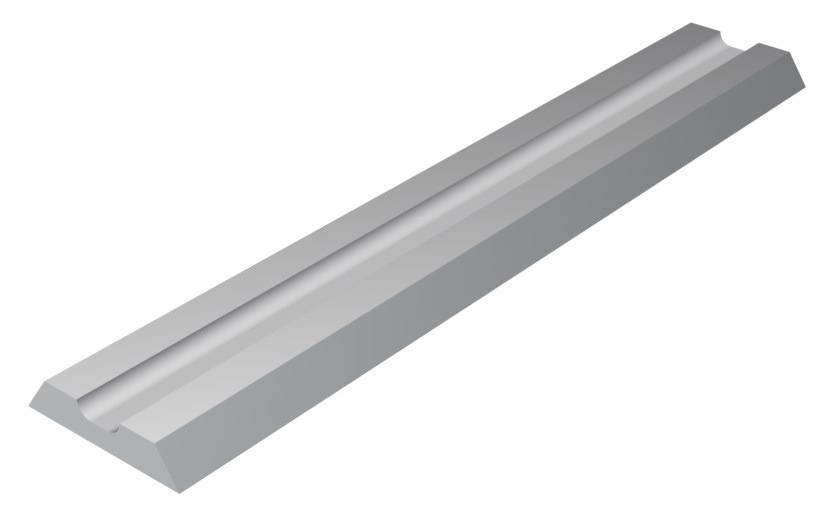
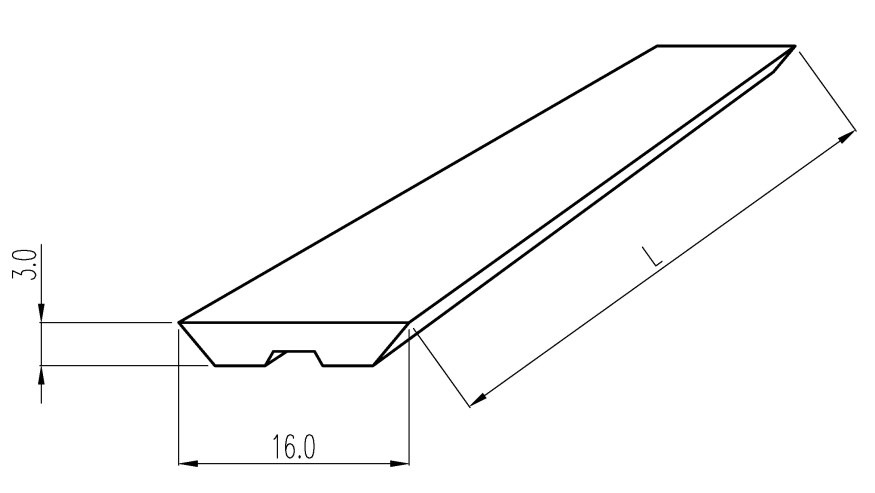
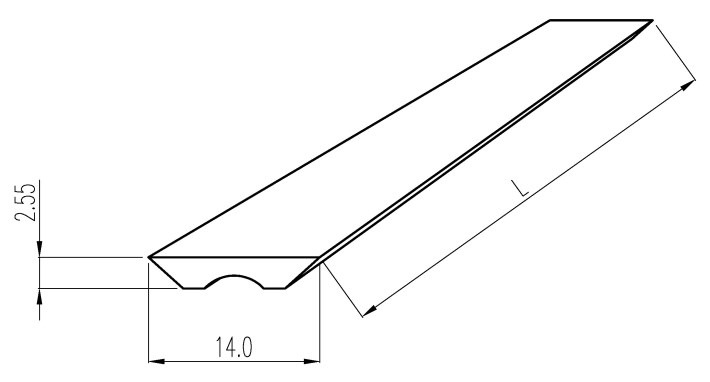
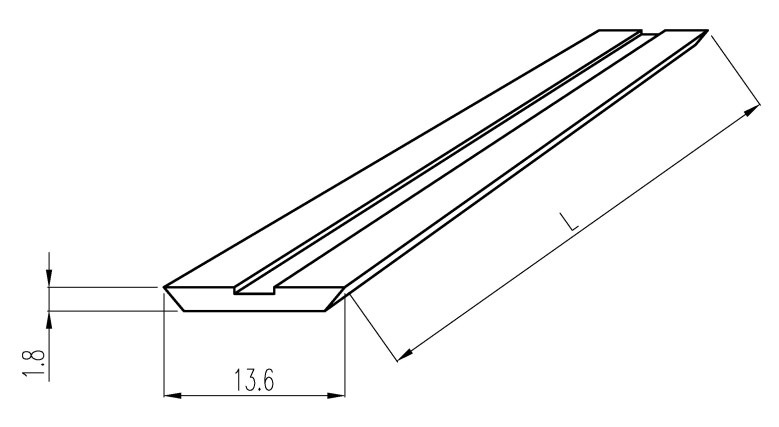
Hyvelstål (vändskär) för olika system
Denna grupp vändskär är utformade för snabba skärbyten. Vändskären är tvåsidiga och ofta med längsgående profil för snabb och exakt montering i motsvarande hyvel– och fräskuttrar. Barke®/Brück® och Tersa®-systemen var först på marknaden. De har följts av ett flertal andra system. De flesta vändskären finns i olika kvalitéer. Verktygsstål (HPS, Cr) har lägst pris och lämpar sig för mjuka träslag och slöjd/hobby. Snabbstål (HS) finns i olika varianter och används allmänt inom snickeri och möbelindustri vid hyvling av mjuka och medelhårda träslag . Hårdmetall (HW) används för hårda träslag eller t.ex. vid slitande limfogar. Hårdmetallskär har i detta sammanhang relativt höga priser.
System BARKE® / BRÜCK®
System TERSA®
System CENTROFIX®, CENTROSTAR®, QUICKFIX®
System CENTROLOCK®
System ENSHIN®
System VARIPLAN®
System SINUS®
System TERMINUS®
System BULLDOZER®
Exempel:
Hyvelkutter fabrikat FREZITE®
med vändskär System CENTROLOCK®
Handhavandet varierar mellan olika system.

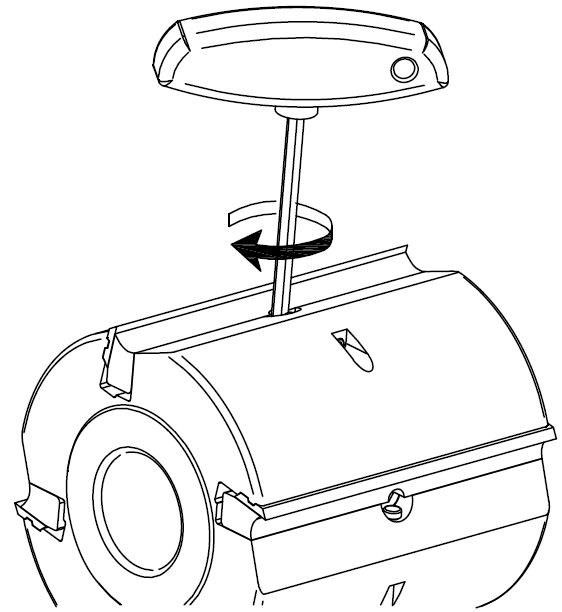
Lösgör tryckkilen.
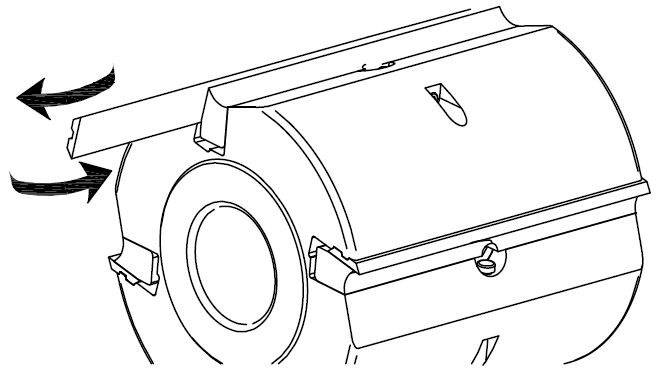
Demontera vändskären. Rengör inspänningsytor.
Vänd och återmontera nuvarande skär, eller montera nya skär.
Spänn tryckkilen.
Varvtalet ökar centrifugal-kraften och kilens tryck mot skäret.
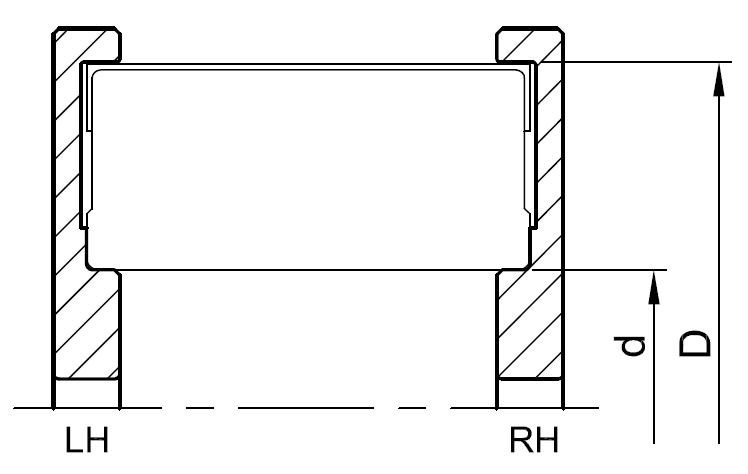
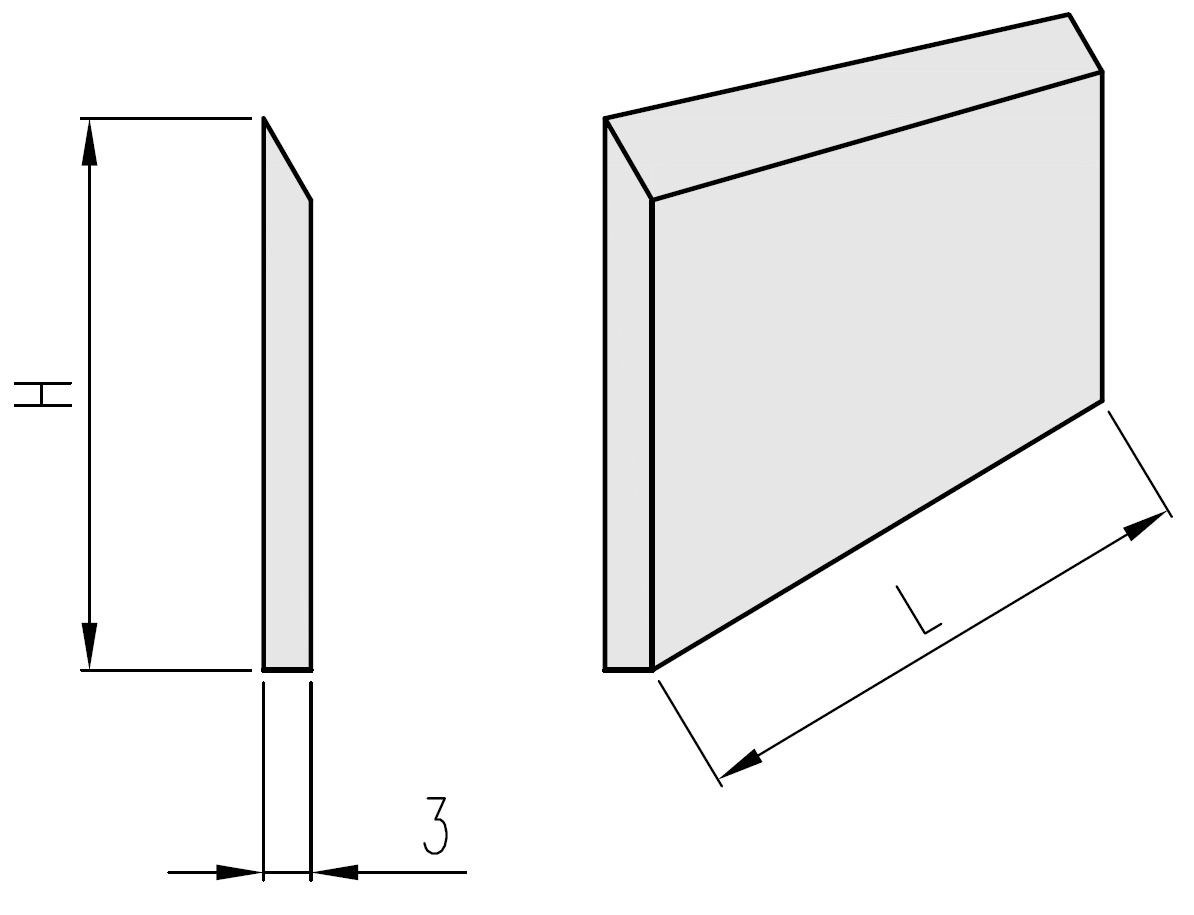
Hyvelstål / rundkutterstål

Skruv, tryckkil, hyvelstål, fjäder.

Hyvelkutter
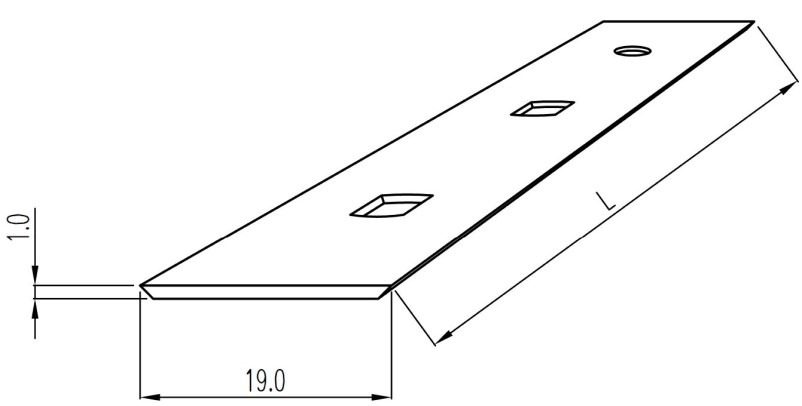
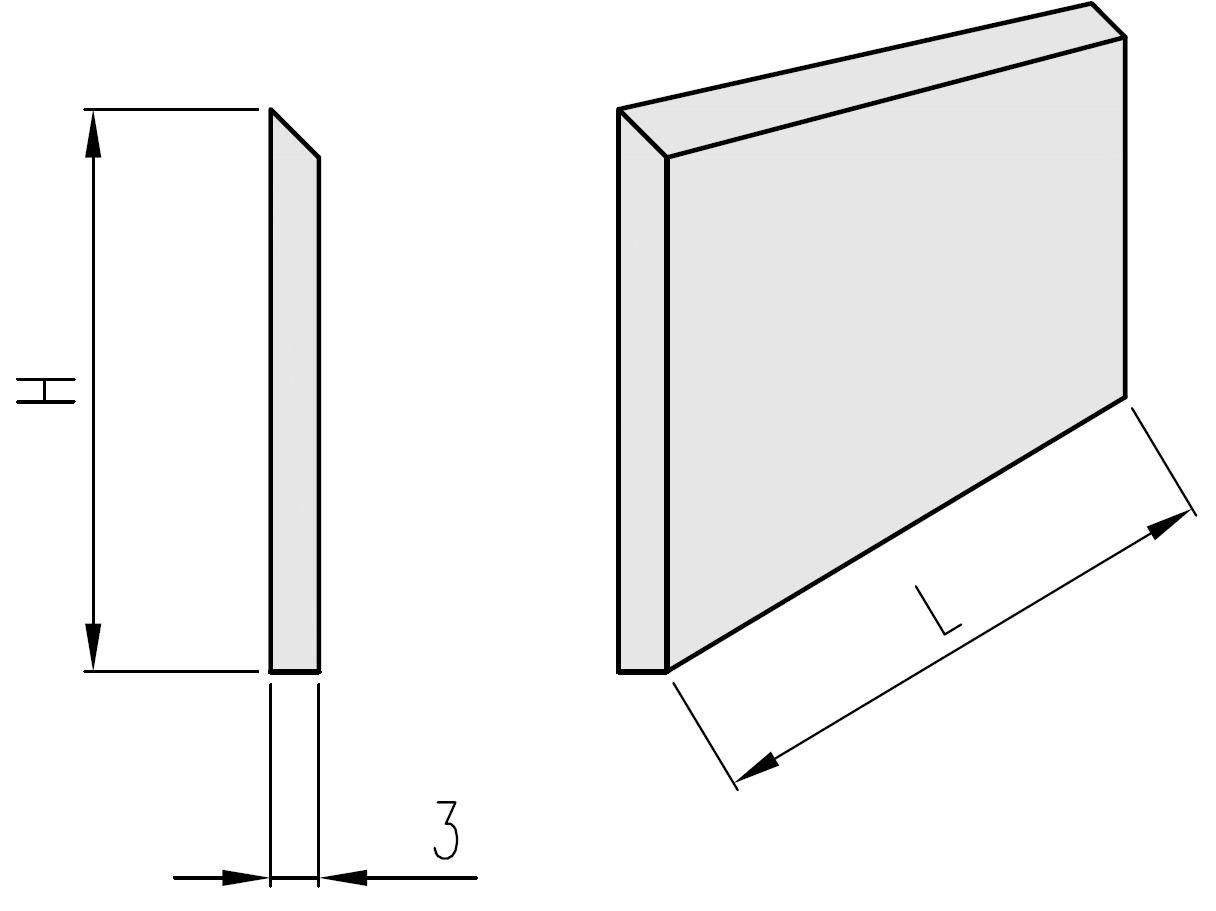
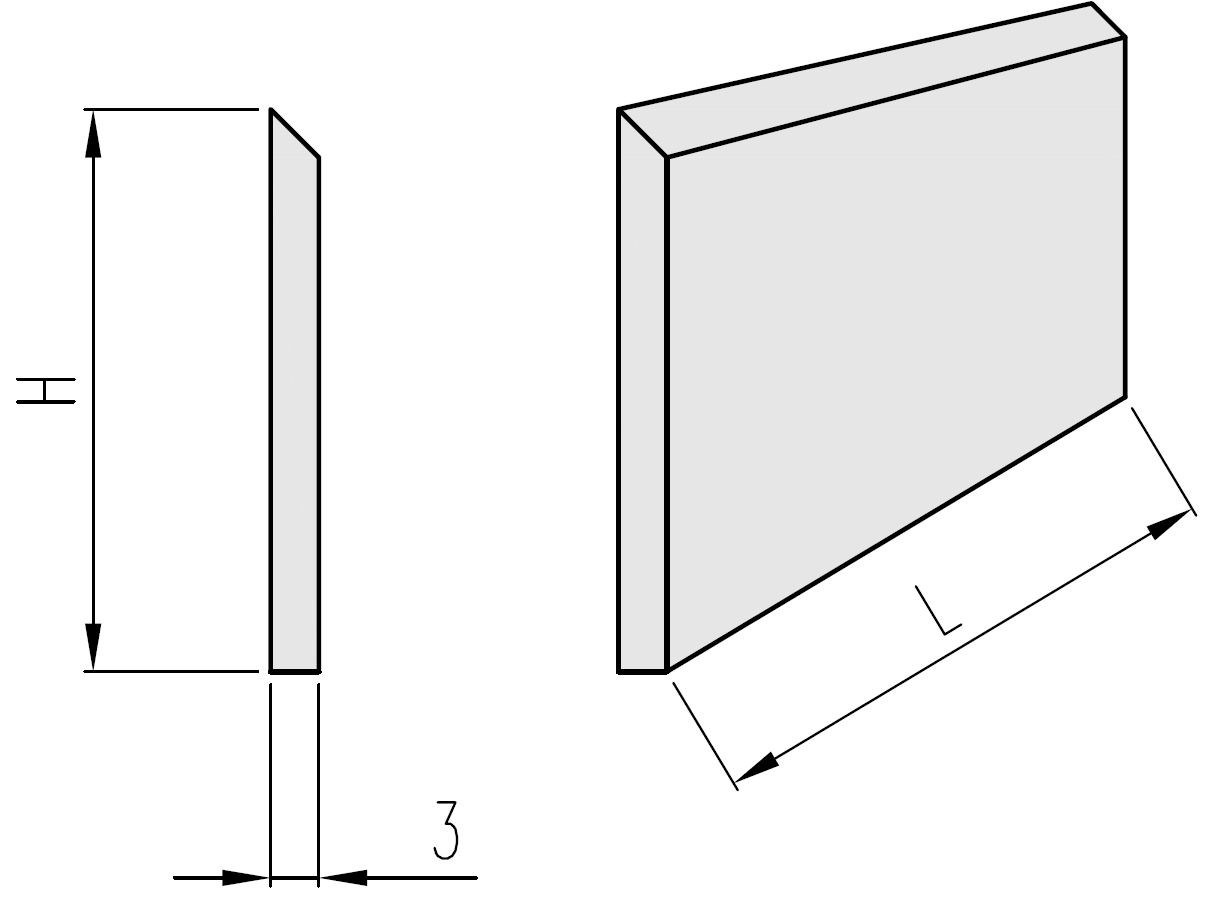
Hyvelstål, kutterstål, rundkutterstål. Tre olika namn på de maskinknivar som monteras med skruv och tryckkil i hyvelkuttrar. De helt släta stålen med måtten L x 30 x 3 mm eller L x 35 x 3 mm används allmänt i rikt– och planhyvlar samt i flerspindliga hyvelmaskiner.
Hyvelstålen finns i olika material. Verktygsstål (HL), Snabbstål (HS) och Hårdmetall (HW).
Verktygsstål används för mjukt trä och där hårda kvistar, t.ex. gran, kan skada skäreggen.
Snabbstål används allmänt för mjuka och medelhårda träslag.
Hårdmetall används för hårt massivträ, slitande limfogar mm.
Hyvelstål till hobbymaskiner är ofta mindre och med urtag, slitsar och hål för aktuell maskintyp.


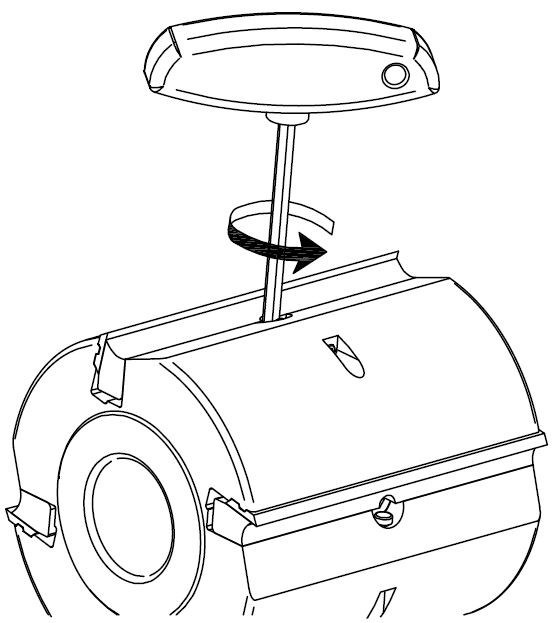
Magnetiska stålinpostare.
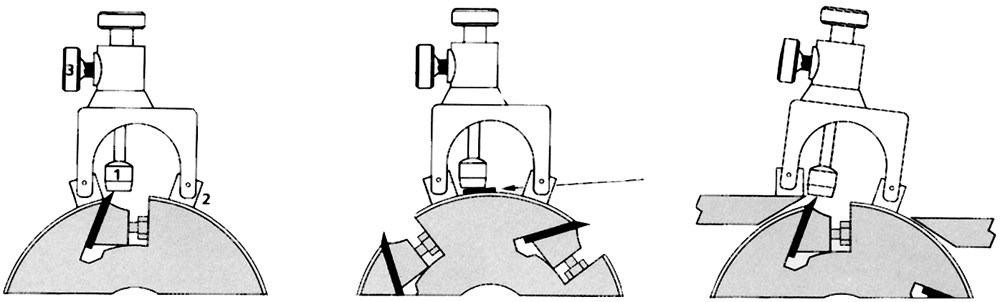
Postningstolkar och magnetiska stålinpostare underlättar monteringen av stålen som ofta trycks lätt utåt av fjädrar.
Postningstolk bygelmodell.
Postningstolk tallriksmodell.
Hyvelstål / rundkutterstål HL, HS

Hyvelkutter
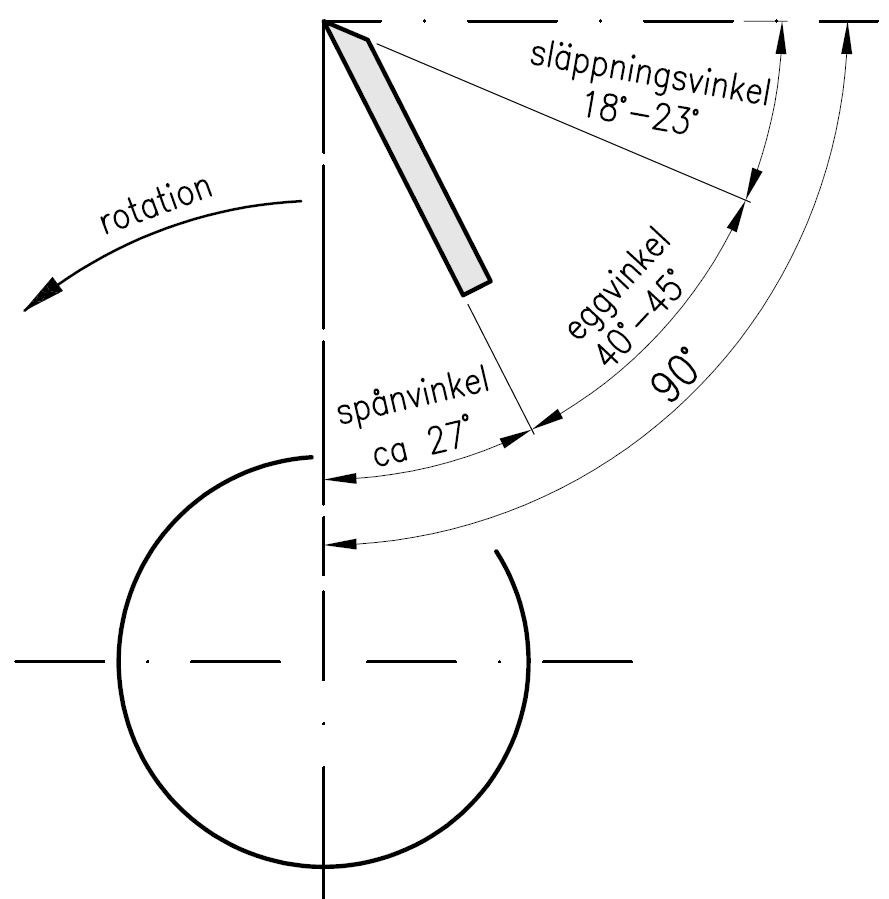
Hyvelkuttrar för låga matningshastigheter (snickeri) har spånvinklar mellan 25° och 30°.
Hyvelstål i verktygsstål (HL) och snabbstål (HS) tillverkas med eggvinkel 40° - 45°.
I hyvelkuttrar är spånvinkeln (skärvinkeln) fast och kan inte ändras.
Nedanstående bild visar sambandet mellan verktygets vinklar.
Släppningsvinkeln påverkas av eggvinkeln.
Släppningsvinkel = 90° - spånvinkel - eggvinkel.
Exempel: 90° - 27° - 45° = 18°.
Släppningsvinkeln för kuttrar med hyvelstål i verktygsstål (HL) och snabbstål (HS) bör vara ca 20°.
Om stålen slipas monterade i en hyvelkutter kan slipmaskinen ställas för önskad släppningsvinkel.
Hyvelstål / rundkutterstål HL, HS för bryning i drift

Hydrokutter
Hyvelkuttrar för höga matningshastigheter (hyvleri) har spånvinklar mellan 20° och 27°.
På kuttrar med många skär är spånvinkeln mindre av utrymmesskäl.
I hyvelkuttrar är spånvinkeln (skärvinkeln) fast och kan inte ändras.
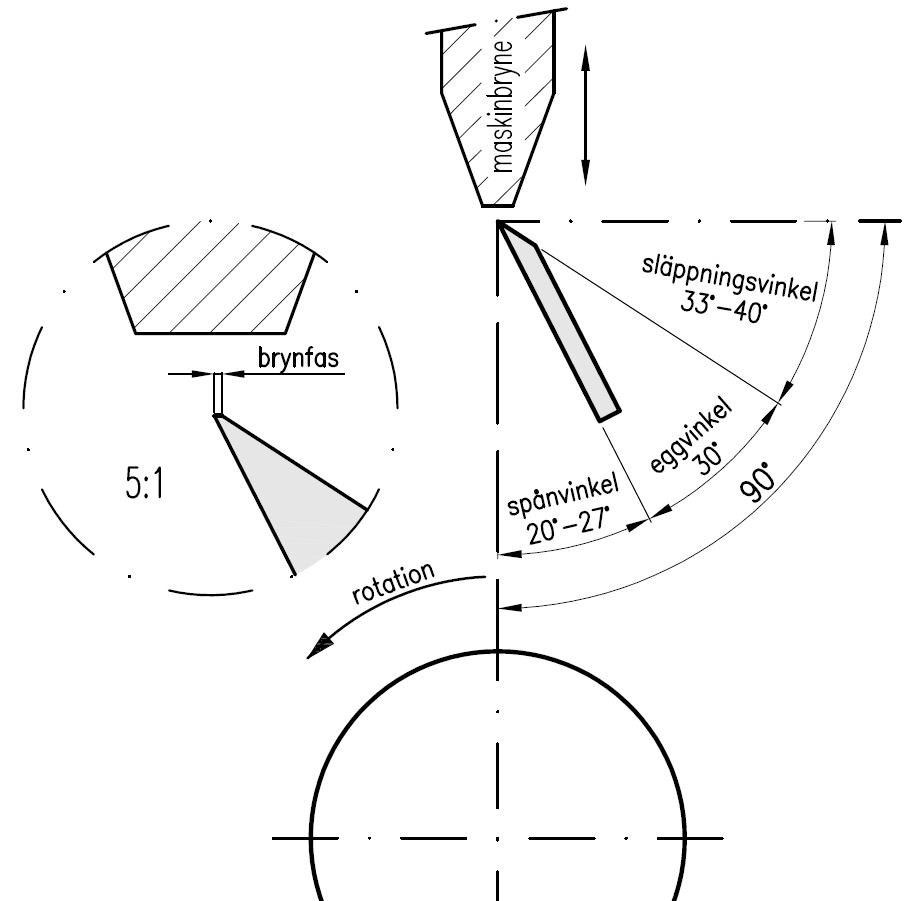
Höga matningshastigheter och många skär kräver mycket hög precision. Kuttrarna har hydrauliska buss-ningar och hyvelmaskinen har bryningsanordningar så att stålen kan brynas under drift. Detta bidrar till hög finish och att varje stål lämnar ett synligt kutterslag (avtryck) i materialet.
För att brynfasen inte ska växa för snabbt slipas dessa hyvelstål med liten eggvinkel, ca 30°.
Brynfasen är alltså ett ”rundslipat” område närmast skäreggen. Brynfasen har ingen släppningsvinkel och ska inte vara bredare än 0,7 mm.
Bilden visar sambandet mellan verktygets vinklar.
Släppningsvinkeln kan påverkas via eggvinkeln.
Släppningsvinkel = 90° - spånvinkel - eggvinkel.
Släppningsvinkeln för kuttrar med hyvelstål som ska brynas bör vara 35°-40°.
Exempel: 90° - spånvinkel - eggvinkel = 90° - 23° - 30° = 37°.
Om stålen slipas monterade i hyvelkuttern kan slipmaskinen justeras in för önskad släppningsvinkel.
Hyvelstål hårdmetall (HW)
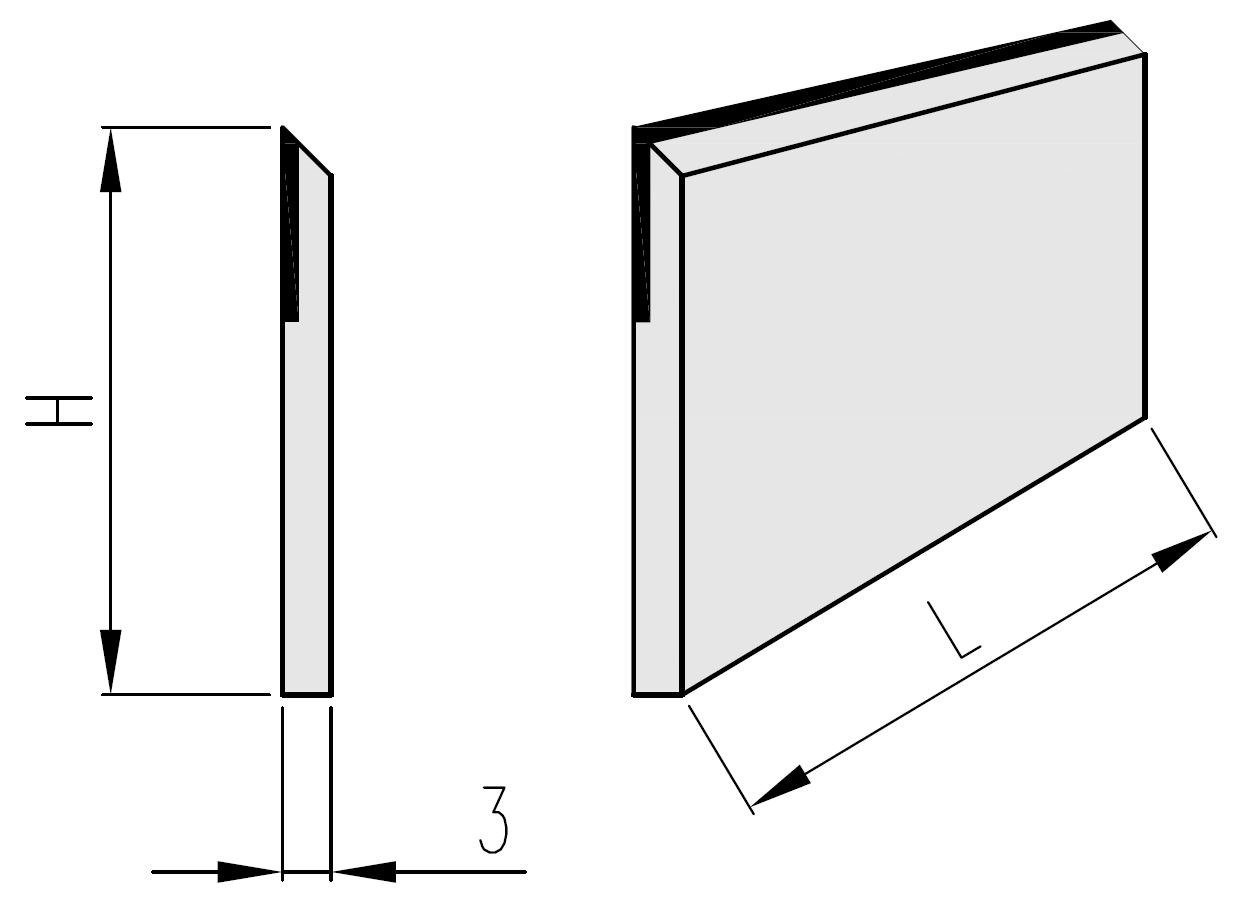

Hyvelkutter
Hyvelkuttrar för låga matningshastigheter (snickeri) har spånvinklar mellan 25° och 30°.
Hyvelstål i hårdmetall (HW) tillverkas med eggvinkel 45° - 50°.
I hyvelkuttrar är spånvinkeln (skärvinkeln) fast och kan inte ändras.
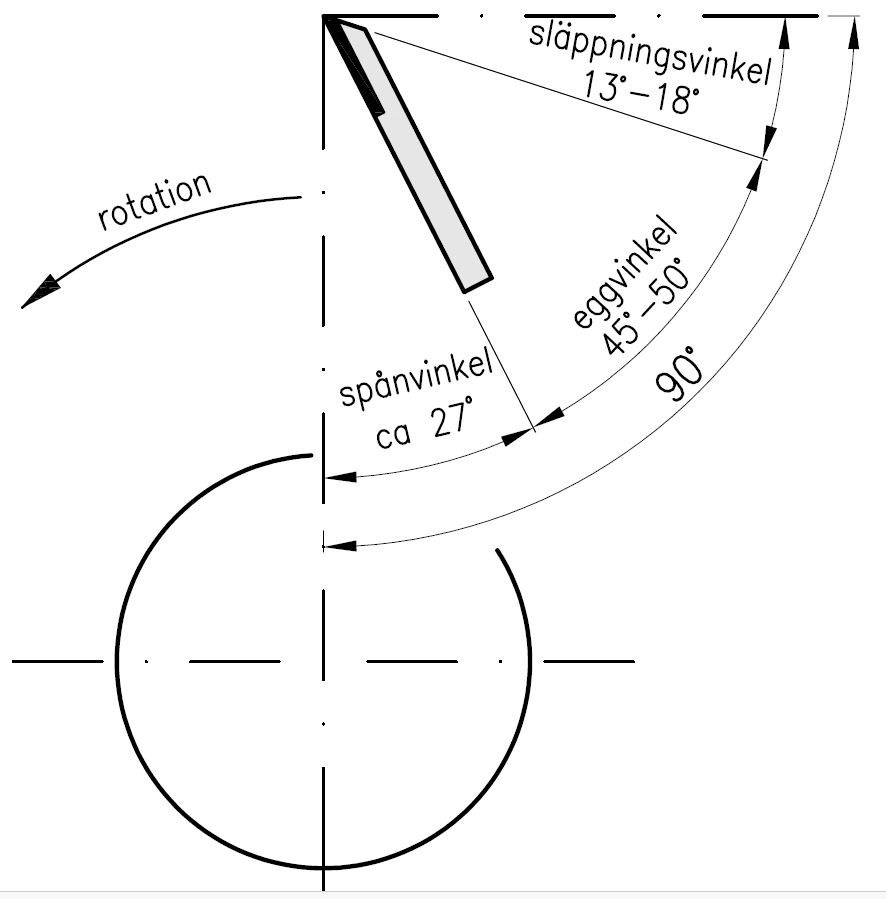
Nedanstående bild visar sambandet mellan verktygets vinklar.
Släppningsvinkeln påverkas av eggvinkeln.
Släppningsvinkel = 90° - spånvinkel - eggvinkel.
Exempel: 90° - 27° - 50° = 13°.
Släppningsvinkeln för kuttrar med hårdmetallstål (HW) bör vara ca 15°.
Om stålen slipas monterade i en hyvelkutter kan slipmaskinen ställas för önskad släppningsvinkel .
OBS. För liten eggvinkel ökar risken för att hårdmetalleggen spricker!
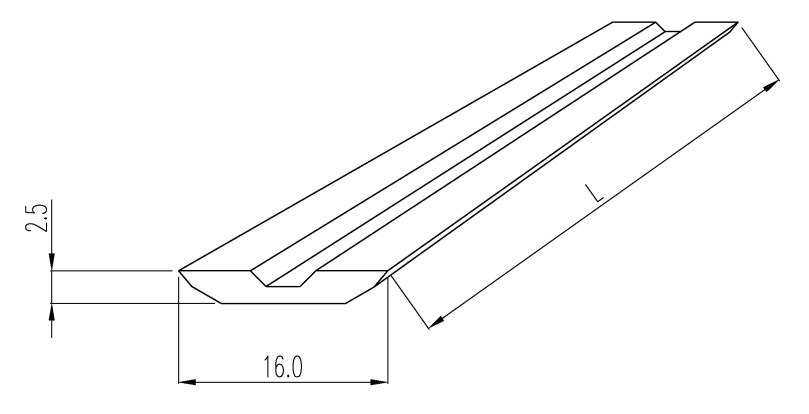
Profilskär HW hårdmetall
Profilskär i hårdmetall (HW) och 1,5 - 2 mm tjocka finns i stor mängd.
Oprofilerade ämnen (blanks) profilslipas till standard eller kundanpassade profiler.
Det finns olika hårdmetalltyper för massivträ och skivmaterial.

Profilfräs med utbytbara profilskär HW
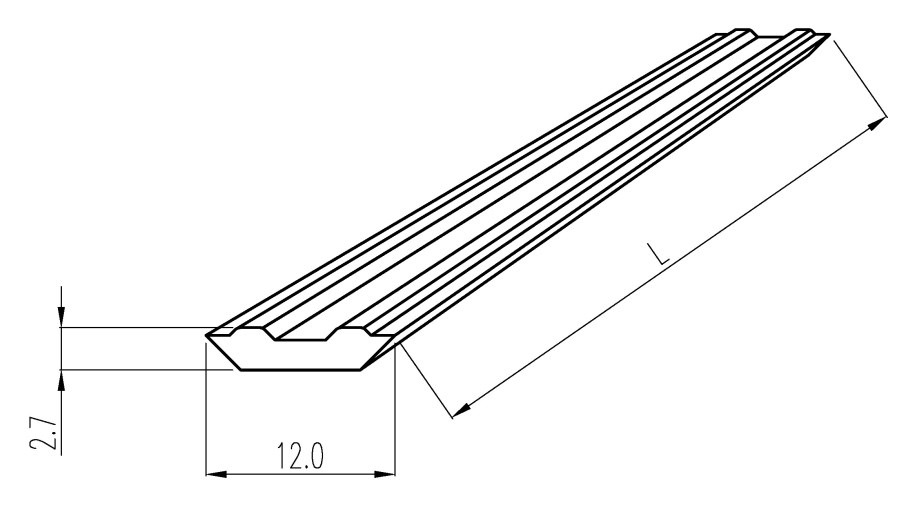
Blankettstål / räffelstål
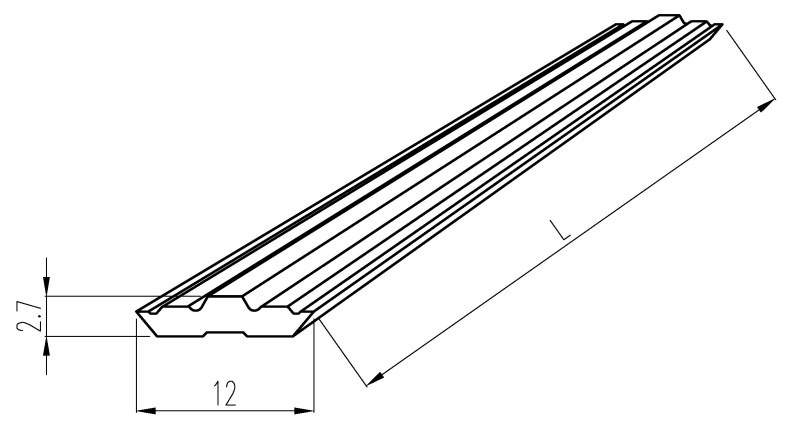
Räfflade blankettstål används för profilslip-ning och monteras i kuttrar med motsva-rande räfflat skärsäte. 8 mm tjocka ämnen i snabbstål är vanligast.
Det finns även olika varianter i hårdmetall.
Profilkutter med blankettstål
Profilslipade blankettstål (räffelstål)
Blankettstålen kan vid behov slipas om. Grundtanken är att skärpa stålen i profilen på samma sätt som vid första profilslipning-en. Många användare slipar istället om sina stål på framsidan eftersom det är ett en-klare förfarande. Vid behov kan stålen flyttas utåt, en räffla i taget. Max möjlig utflyttning varierar med olika fabrikat och kutterdiametrar.
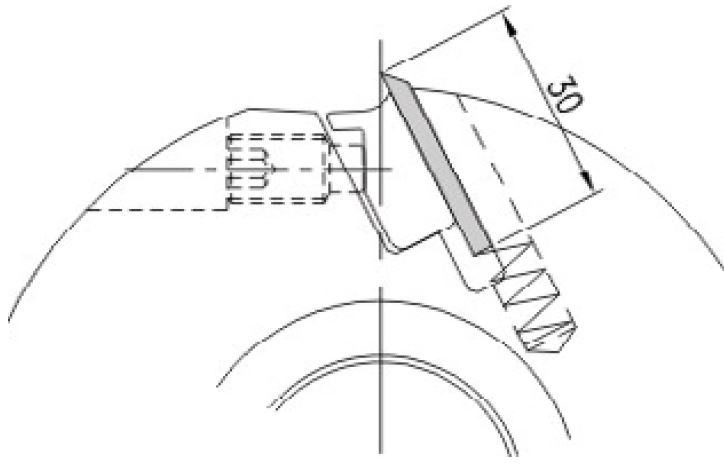
Blankettstålsämnen finns i längder upp till 260 mm. Profildjupet avgör vilken av bredderna 50, 60 eller 70 mm som väljs. Max profildjup är normalt 35 mm.
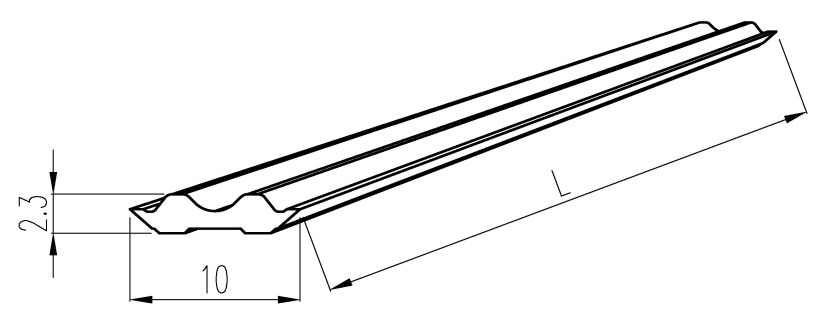
5-6 mm tjocka räfflade ämnen används främst för mindre profildjup i hyvlerisammanhang.
Det finns även 4 mm tjocka räfflade hyvelstål för släta hyvelkuttrar. Kuttrarna ska vara utformade för stålens mindre tjocklek.
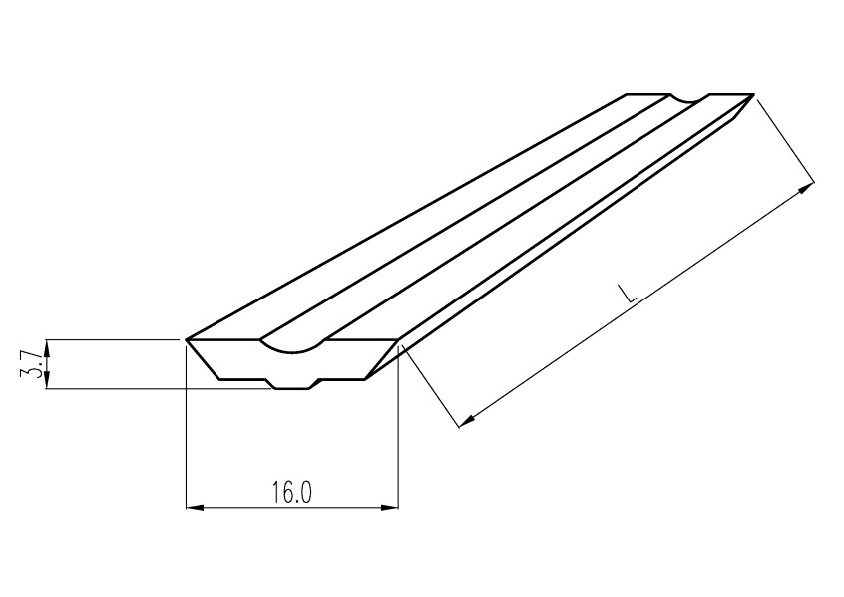
UNI-profilstål (TB-90)
UNI-profilstål i verktygsstål (HL, SP) och snabbstål (HS). Standardprofiler 40x4 och 50x4 finns i stor mängd. Produkten benämns även som TB-90.
Oprofilerade ämnen (blanks) kan profileras till standard eller kundanpassade profi-ler. Normalt är max profildjup 20 mm.
UNI-profilstål (TB-90)

UNI-profilkutter













