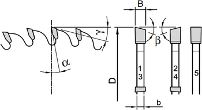
Klyv- och lamellsågklingor

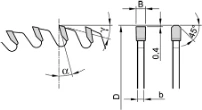
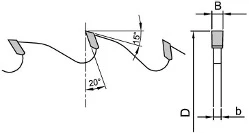
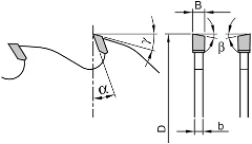
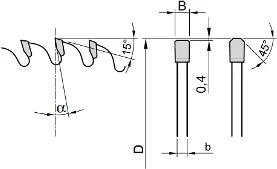
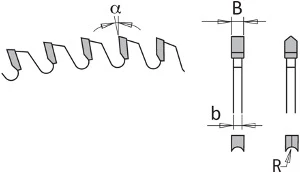
Klyvklingan är glestandad med stor spånvinkel (skärvinkel). 20°-25°.
Klyvsågklingan används för klyvning av massivträ i fibrernas längsriktning. Relativt höga matningshastigheter möjliga vid ordinära krav på snittytor.
Maskintyper: Klyvsåg, lamellsåg, listhyvel, justersåg.

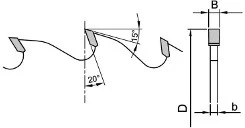
Rakslipade tänder används vid klyvsågning av rått och torrt virke.
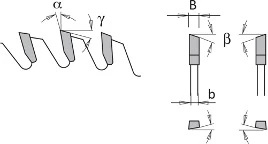
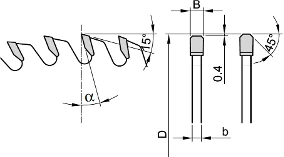
Växelvis slipade tänder används vid klyvsågning och grovkapning av torrt virke.

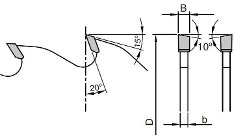
Klyvsågklinga med skyddstand
Klingor med skyddständer har stamblad med spånavvisande klackar. Dessa skyddar hårdmetall tanden från skadliga partiklar, t.ex. spån av hårda ”svartkvistar”.

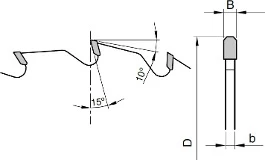
Lamellsågning med rensskärsklinga
En variant av klyvsågklingan är den s.k. rensskärsklingan. Den har avlånga hårdmetallskär i stambladet som minskar risken för varmgång och beläggningar.
Kap- och justersågklingor

Detta är den stora gruppen av sågklingor.
Stort utbud av olika storlekar, tandantal och tandtyper för att passa flertalet maskiner och material.
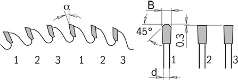
Växelvis slipade tänder
Vanligaste tandformen och används universellt. Maskintyper: Justersåg (bordsåg), kapsåg, väggsåg, mm.
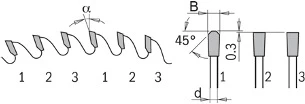
Grupptandning
Grupper om t.ex. 5 resp. 3 tänder för att uppnå bättre snittytor, längre gångtider eller båda delarna. Begränsat sortiment.
Maskintyper: Justersåg (bordsåg), formatsåg, kapsåg, väggsåg, mm.
Skålslipade tänder
Ger fina snittytor i dubbelsidigt folierat skivmaterial och profilerade lister, även vid sågning utan ritsklinga. Maskintyper: Justersåg (bordsåg), kapsåg, väggsåg, mm.
Formatsågklingor

Extra stabila klingor för paketvis uppdelning av skivmaterial. Klingans diameter, centrumhål och ev. pinnhål ska passa aktuell maskin.
Maskintyper: Formatsågar (plattuppdelningssågar)

Rak / Trapetsslipade tänder, FT
är vanligaste tandformen för klingtypen.
Beroende på material, ytkrav och gångtider används även:
RAK / Rak / Trapetsslipade tänder, FFT
Växelvis slipade tänder, W
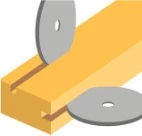
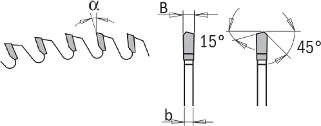
Ritssågklingor
Huvudklinga Ritsklinga
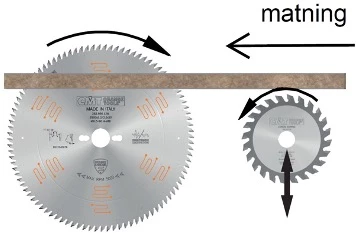
Klingor med mindre diameter som ritsar / försågar materialets undersida. Ritssågning sker i medmatning och minskar risken för urflisning på materialets undersida, orsakad av huvudklingan. Ritsklingans läge justeras i förhållande till huvudklingans läge.
Maskintyper: Justersåg, väggsåg, formatsåg mm.
Enkel ritsklinga
Enkel ritsklinga med konisk tand

Tvådelad ställbar ritsklinga
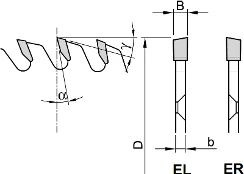
Kapsågklingor för kantlistmaskiner

Relativt små klingor och klingsatser för exakt kapning av pålimmade kantlister. Klingorna finns oftast i både höger– och vänsterutförande. Dimension, tandform och utförande i övrigt anpassas till aktuell maskin och material.
Maskintyp: Kantlistningsmaskin.

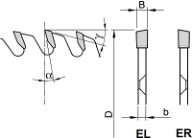
Exempel på tandform
EL (DA) = toppslipning åt vänster. ER (CA) = toppslipning åt höger.
Kapsågklingor för snabbkapmaskiner

Relativt stora fintandade klingor för mycket snabba kapoperationer med t.ex. optimeringskapmaskiner (Dimter®, Paul®, Grecon®, TigerStop®). Höga matnings- hastigheter och höga skär- hastigheter. Cykeltider 0,3-1 sek.

Växelvis toppvinkel är vanligaste tandformen för klingtypen.
Även grupptandade utföranden förekommer.
Sågklingor för CNC maskiner



Klingor för montering på dorn eller aggregat för CNC maskiner. Dimension, tandform och utförande i övrigt anpassas till aktuellt dorn, maskin och material.
Notsågklingor

Klingor utformade för fräsning av notspår och slitsar. Preciserad skärbredd och mindre antal tänder som normalt har rakt slipad topp. Vissa typer är hopläggbara. Dvs kan läggas samman och justeras till önskad skärbredd med mellanläggsringar.
Maskintyper: Bordsfräsmaskiner, dubbeltappmaskiner, CNC maskiner mm.
Notklingans tandform är ofta lika den för klyvsågning

Ihopläggningsbart utförande
Byggsågklingor

Mindre påkostat utförande för kap- och klyvsågning. Byggklingan är avsedd för stationära maskiner på t.ex. byggarbetsplatser och ordinära ytkrav.
Maskintyper: Byggsåg, mm.
Växelvis toppslipning är vanligast på byggklingor.
Handcirkelsågklingor

Stort utbud av olika dimensioner, tandantal och utföranden för att passa utbudet maskintyper och material.
Maskintyper: Handcirkelsåg, kap- och gersåg mm.
Växelvis toppslipning är vanligast på handcirkelsågklingor.
Handcirkelsågklingor för batterimaskiner
Extra tunna klingor som ger lägre energiförbrukning. Klingans diameter, centrumhål, tandantal och ev. pinnhål ska passa aktuell maskin.
Maskintyper: Batteridrivna handcirkelsågar, batteridrivna kap- och gersågar mm.
Växelvis slipade tänder med framfasvinkel är vanligast
på handcirkelsågklingor för batterimaskiner.
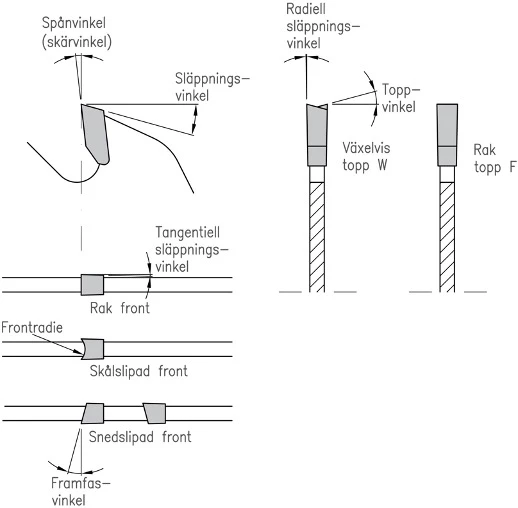
Tandformer
Rakslipade tänder
Internationella beteckningar ex.: F, FZ, LFZ
Svensk beteckning: AA
För klyv- och lamellsågning av massivträ. Kan användas vid höga matningshastigheter och normala ytkrav. Skärtypen används även på rits- och notklingor.
Växelvis slipade tänder
Internationella beteckningar ex.: W, WS, WZ, ATB
Svensk beteckning: BA
Vanligaste skärtypen och används allmänt för kap– och klyvning av massivträ samt sågning av skivmaterial.
Växelvis slipade tänder med framfasvinkel
Internationella beteckningar ex.: WSA
Svensk beteckning: BB
Vassare tandspetsar pga snedslipad fronter.
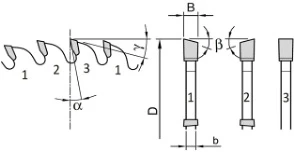
Rak / Växelvis slipade tänder
Internationella beteckningar ex.: WF, G3, WZ/FZ
Svensk beteckning: G3
Tre tänder grupperade. Rak-hö-vä.
Universellt användbar.
Förkommer ofta i kap-och gersågar, handcirkelsågar, kapsågar mm.
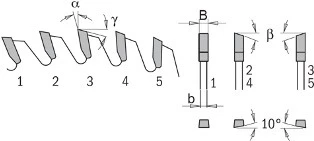
Rak / Växelvis slipade tänder
Internationella beteckningar ex.: WWF, W4F, G5, WZ/WZ/FZ
Svensk beteckning: G5
Fem tänder grupperade. Rak-hö-vä-hö-vä, framfasvinkel.
Universellt användbar i CNC maskiner, väggsågar, kap-och gersågar samt justersågar. Dessa sågklingor är ofta relativt fintandade och avsedda för kapning av massivträ, kapning av lister, justersågning av belagda skivmaterial och plastprofiler.
Spets / Växelvis slipade tänder
Internationella beteckningar ex.: WD, G3, WZ/DZ
Svensk beteckning: G3
Tre tänder grupperade. Spets-hö-vä.
Universellt användbar. Förkommer oftast i kap-och gersågar samt handcirkelsågar.
Snedslipade tänder åt höger
Internationella beteckningar ex.: ER, ES-R
Svensk beteckning: CA
Snedslipade tänder åt vänster
Internationella beteckningar: EL, ES-L
Svensk beteckning: DA
Ger fina snittytor vid klingans utsida och används oftast vid kapning i kantlistmaskiner. Tandformen förekommer även på ritsklingor, sidoklingor på tuggar, tappkuttrar mm.
Växelvis snedslipade tänder med fas
Internationella beteckningar ex.: WE, WS, WS-FA
Svensk beteckning: BAE
För tunna hårda plaster.
Rak / Trapetsslipade tänder
Internationella beteckningar ex.: TF, FT, TCG, FZ/TR, TR-F
Svensk beteckning: EA, EAM (EAM för ”icke järn” metaller)
För- och efterskärade tänder. Robust skärtyp vanlig vid justersågning, och paketvis formatsågning av belagda och obelagda skivmaterial. Normala snittytor.
Även lämplig för plaster, laminat och aluminium mm.
Rak+Fas / Trapetsslipade tänder
Internationella beteckningar ex: TFE, TR-F-FA
Svensk beteckning: EA+fas
För- och efterskärade tänder för justersågning, och paketvis formatsågning.
De låga tändernas avfasade hörn ligger över de höga tändernas faser.
Material:
Belagda och obelagda skivmaterial.
Aluminium/plast kompositer (Alucobond®, Dibond® m.fl.), mineralkompositer / Solid Surface (CORIAN®, HI-MACS® m.fl.), kompaktlaminat (HPL),
Rak / Rak / Trapetsslipade tänder
Internationella beteckningar ex.: FFT
Svensk beteckning: G3
För- och efterskärade tänder för justersågning, och
paketvis formatsågning, av belagda och obelagda skivmaterial. Ger goda snittytor.
Trapetsslipade tänder
Internationella beteckningar ex.: T, TR
Svensk beteckning: EE
Mycket robust skärtyp lämplig vid hårt slitande material och lägre ytkrav. Även alternativ för byggklingor vid risk för spik, betongrester mm.
Trapets / Trapetsslipade tänder
Internationella beteckningar ex.: TT, TR/TR, TR-TR
Svensk beteckning: EE-hög/låg
För- och efterskärade tänder. Faserna på höga och låga tänder i samma nivå. Robust skärtyp för bl.a. spånskivor belagda med plastfolie, Laminat (HPL) mm.
Rak / Spetsslipade tänder med skålslipad front
Internationella beteckningar ex.: DH, HDF, HZ/DZ
Svensk beteckning: EAXH
För sågning av belagda och lackerade skivor. Ger ofta acceptabel baksida utan ritsklinga.
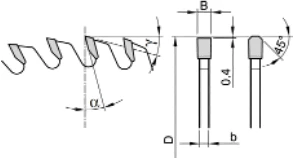
Koniskt slipade tänder med rak topp
Internationella beteckningar ex.:
K, CO+FLAT, F con, KON/FZ, KO-F
Svensk beteckning: RA
För ritsklingor vid formatsågning av skivmaterial.
Koniskt slipade tänder med växelvis topp
Internationella beteckningar ex.:
KW, CO+ATB, W con, KON/WZ, KO-WS
Svensk beteckning: RABA
För ritsklingor vid formatsågning av skivmaterial.
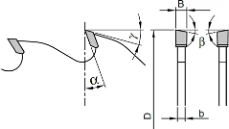
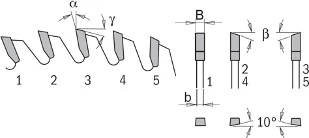
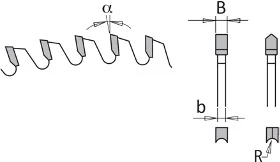
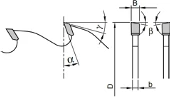
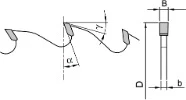
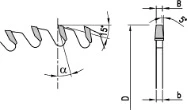
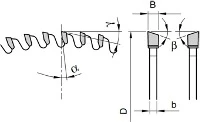
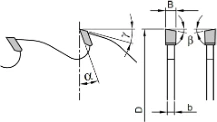
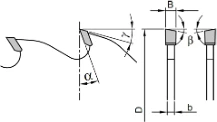
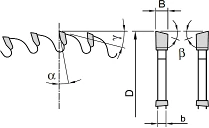
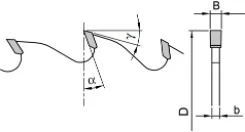
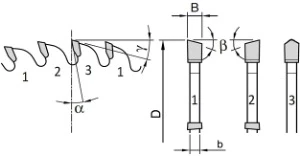
Terminologi
Skärgeometrier
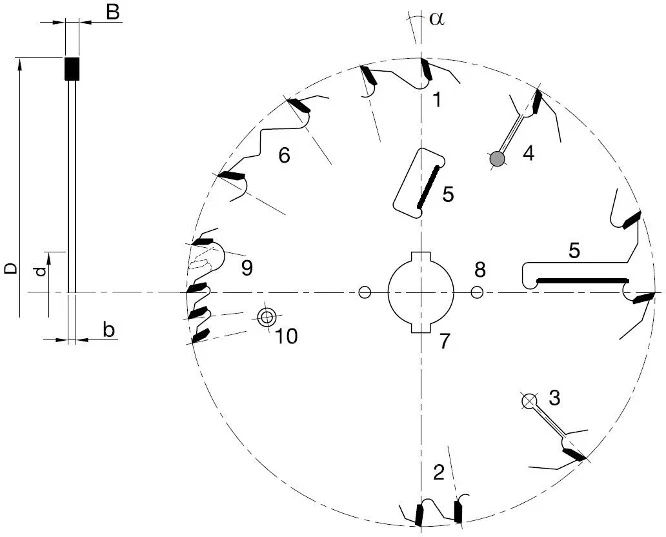
B - Skärbredd
b - Tjocklek stamblad D - Diameter
d - Centrumhål diameter
Z - Antal tänder
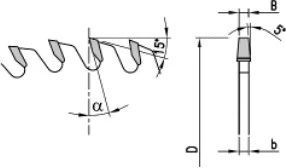
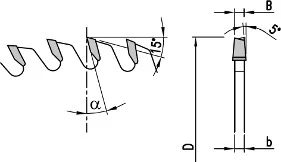
α- Spånvinkel (skärvinkel)
(1) Positiv spånvinkel
(2) Negativ spånvinkel
(3) Expansionsslits
(4) Expansionsslits med kopparnit
(5) Rensskär eller kylslits
(6) Spånbegränsare / skyddstand
(7) Kilspår
(8) Pinnhål
(9) Urtag för tugg eller klinga "tand i lucka"
(10) Försänkt fästhål
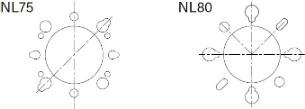
Pinnhål standard (Frezite)


NL30 2/7/42 + 2/9/46,4 + 2/10/60
NL32 2/11/63
NL45 2/11/70 + 2/13/80
NL50 4/13/80
NL55 3/7/66 + 3/6/84
NL60 2/10/80 + 2/11/85 + 2/14/100 + 2/11/115 + 2/19/120 + 2/14/125 + 2/11/148
NL65 2/9/95 + 2/9/100 + 29/110 + 4/15/105 + 2/11/100 + 2/7/110
NL70 4/11/130 + 4/6.5/130
NL75 4/11/100 + 4/15/105 + 2/7/110 +2/10/120 + 3/7/100
NL80 4/9/100 + 4/19/120 + 2/9/110 + 2/9/130+2/14/110
Svenskt kodsystem
Svenska tillverkare av hårdmetallklingor använder ett kodsystem som beskriver klingornas utförande.

- Spånvinkel, i detta fall 20°. Negativ vinkel anges med ett N före t.ex. N05.
- Tandform anges med 2-4 bokstäver.
- Tanddelning är avståndet i mm mellan två tänder.
- Typutförande anger olika egenskaper som avviker från grundutförande. I detta fall anger T2 liten skärbredd.
(Fler exempel: T3 anger extra liten skärbredd, T4 anger mycket liten skärbredd med förstärkt stamblad.
B2 anger stor skärbredd, S anger skyddstand / spånbegränsare, R anger rensskär)
- Diameter anges i mm.
- Skärbredd är tandens bredd i mm
- Stamblad är klingstommens tjocklek i mm.
- Centrumhålets diameter i mm. Tolerans H7 på industriklingor. Tolerans H8 förkommer på enklare typer.
- Antal tänder föregås av bokstaven Z.
Såghöjd
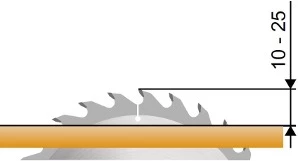
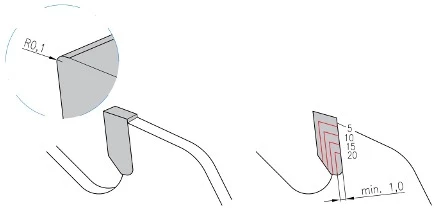
Klingor från undersida ska normalt gå igenom materialet 10-25 mm.
Tandens hela höjd bör gå igenom materialet.

Klingor från översida ska normalt gå igenom materialet 3-5 mm.
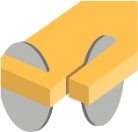
In– och utgångsvinklar
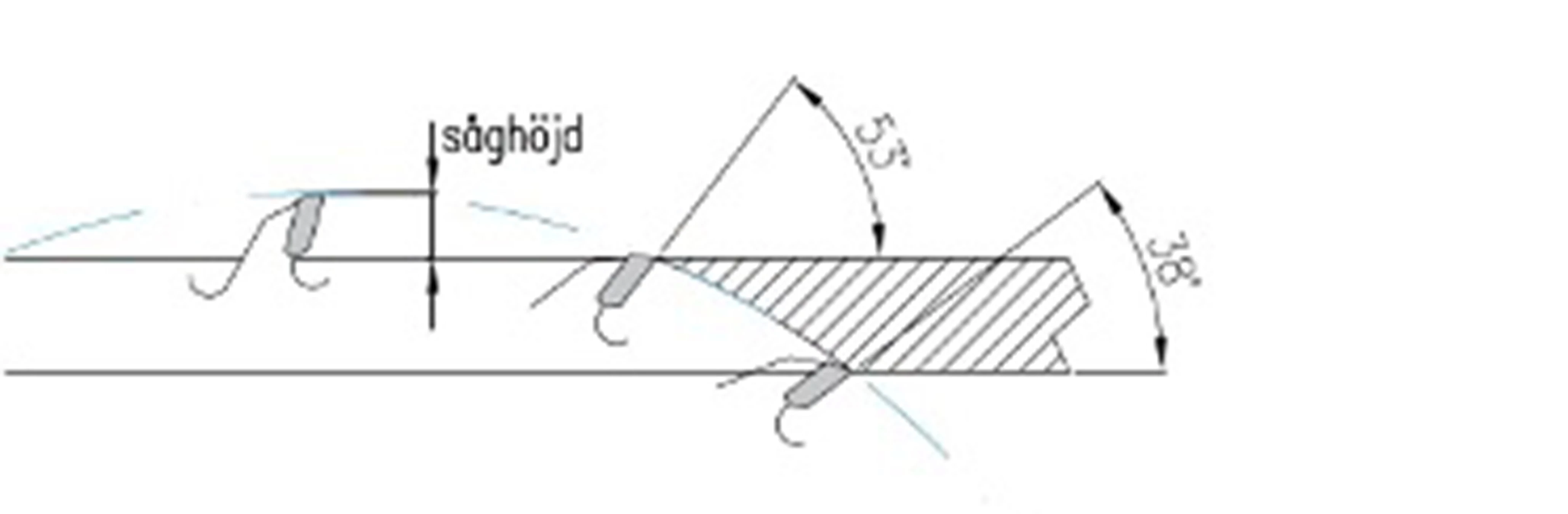
Exempel 1:
Såghöjd 12 mm, Ø300 mm, spånv. 15°, skivtjocklek 20 mm. Ingångsvinkel 53°, utgångsvinkel 38°.
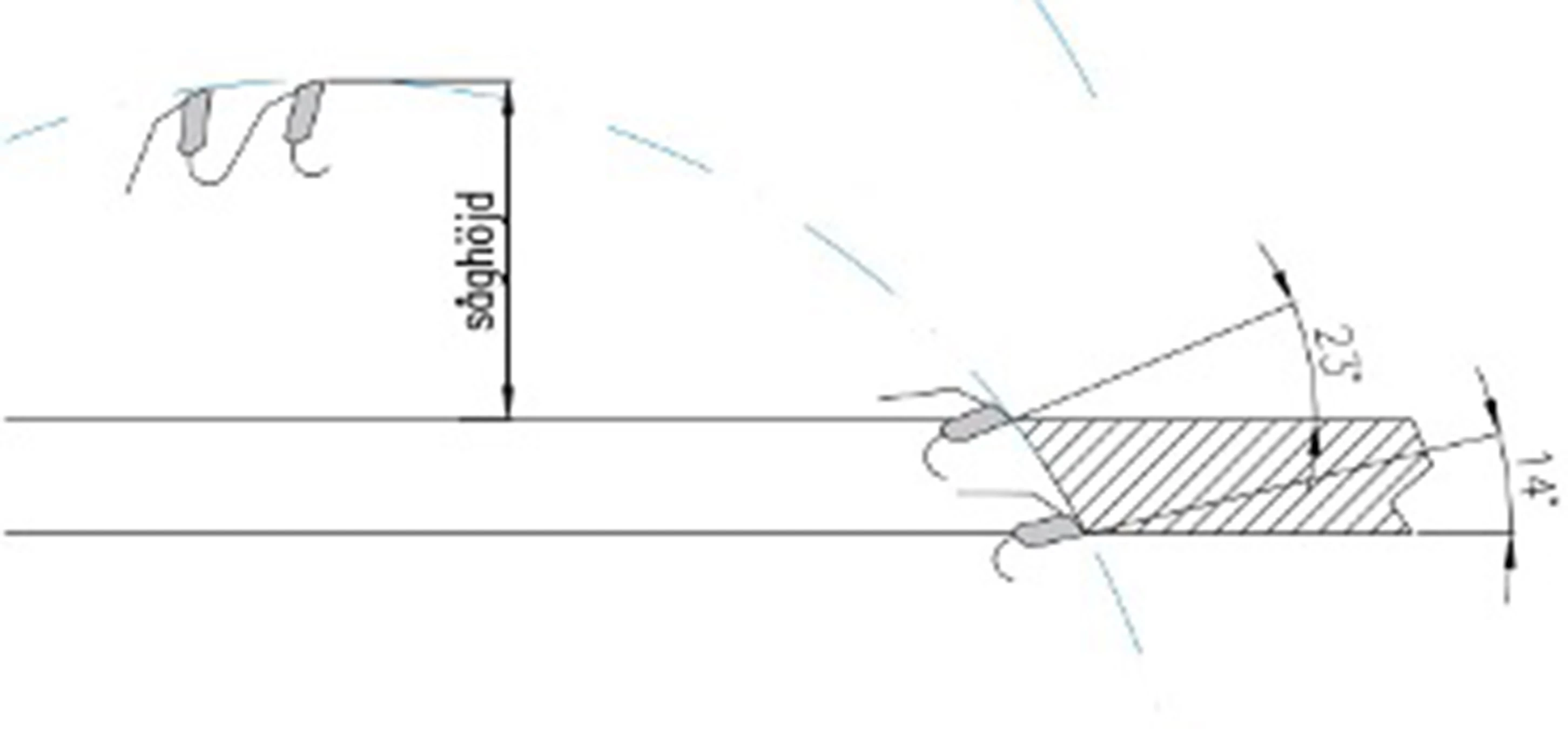
Exempel 2:
Såghöjd 60 mm, Ø300 mm, spånv. 15°, skivtjocklek 20 mm. Ingångsvinkel 23°, utgångsvinkel 14°.
Vid sågning kan det vara svårt att få fina snitt på båda sidor. Detta gäller i särskilt för dubbelsidigt belagda skivor.
Snittkanternas kvalitet bestäms till stor utsträckning av vinkeln mellan skivans yta och tandens spånsida, den s.k. ingångsvinkeln respektive utgångsvinkeln.
För ingångsvinkeln gäller:
- Stor vinkel— dålig snittkant
- Liten vinkel—bra snittkant
För utgångsvinkeln gäller:
- Stor vinkel— bra snittkant
- Liten vinkel—dålig snittkant
På grund av detta används ofta en ritsklinga i snickeri och träindustrin.
Klyvkniv
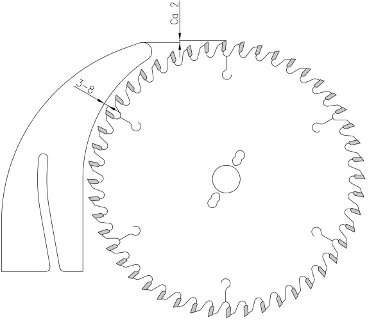
Klyvkniven är en säkerhetsanordning som minskar risken för att det sågade materialet går ihop och klämmer vid klingans bakkant. Minskar även risken att klingan lyfter eller kastar materialet från maskin bordet.
Den ska passa klingans diameter. Avståndet till klingan ska inte på något ställe vara mer än 8 mm. Klingas överkant ska vara ca 2 mm över klyvkniven.
Klyvkniven ska inte vara tunnare än klingans stamblad och inte tjockare än klingans skärbredd.
Lämpligt intervall är:
Knivens minsta tjocklek 0,2 mm mer än klingans stamblad.
Knivens maximala tjocklek 0,2 mindre än klingans skärbredd.
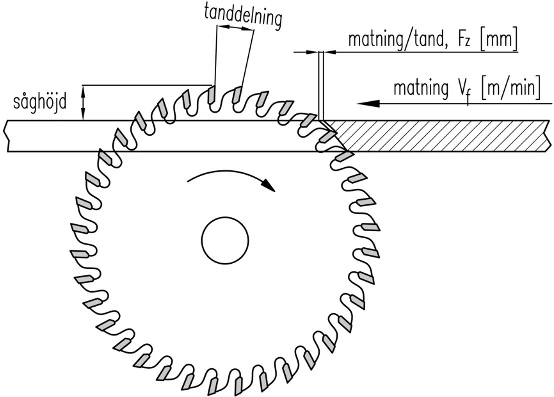
Antal tänder
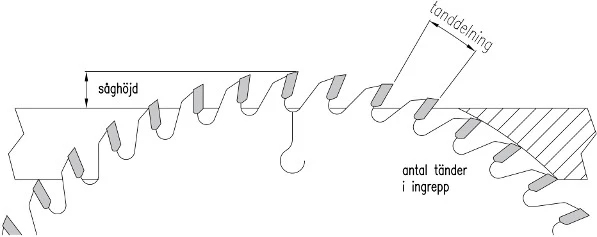
Tanddelningen är en viktig faktor vid valet av klinga. I allmänhet bestäms klingas tanddelning av tjockleken och fiberriktningen på materialet som ska sågas. Normalt sågas tunna och hårda material med liten tanddelning. Tjocka och mjuka material sågas med större tanddelning.
Vid klyvning av massivträ ska 2-3 tänder alltid vara i ingrepp. Vid ordinära ytkrav kan mindre än två tänder vara i ingrepp.
Vid övrig sågning i trä och träbaserade material bör 3-5 tänder alltid vara i ingrepp. Liten tanddelning ger ofta finare snittytor.
Tanddelningen beräknas med denna formel:
D = Klingans diameter
π = 3,14
Z = Antal tänder
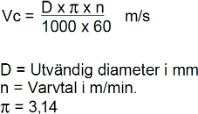
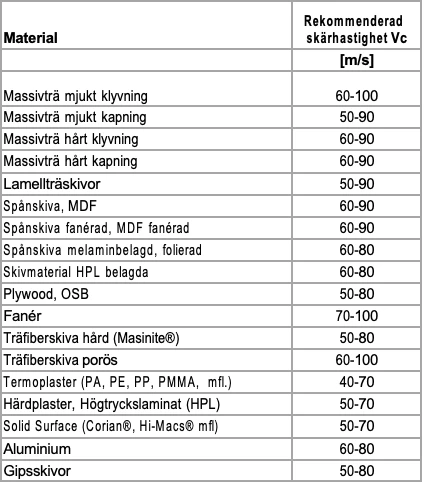
Skärhastighet
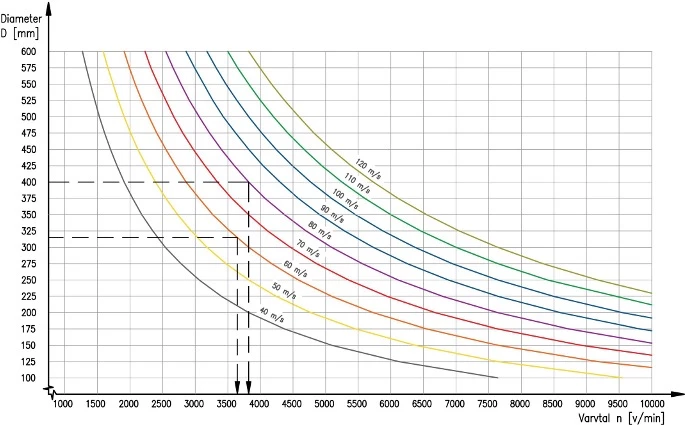
Skärhastigheten är skärets (tandens) periferihastighet.
Skärhastigheten påverkas av varvtalet och klingans diameter.
Skärhastigheten beräknas med denna formel:
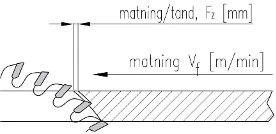
Diagram
Matningshastighet och antal tänder i förhållande till tandmatning och varvtal.
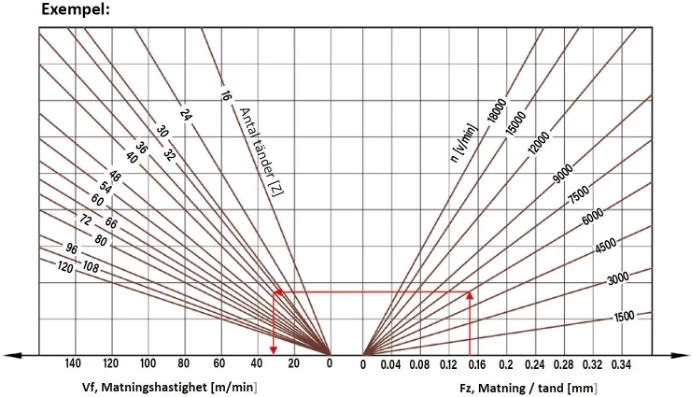
Exempel markerat i diagrammet:
Tandmatning (Fz) 0,15 mm
Varvtal (n) 6000 v/min
Antal tänder (Z) 36
Matningshastighet (Vf) = 32,4 m/min
Matningshastigheten Vf kan även beräknas
med denna formel:
Fz = Tandmatning (matning/tand)mm
n = varvtal v/min
Z = Antal tänder

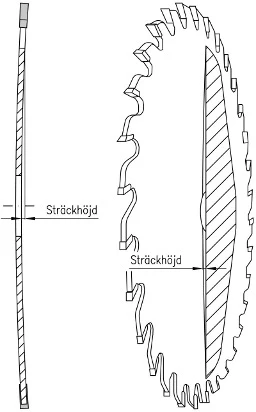
Sträckning

För att klingan ska få en stabil gång sträcks den i tillverkningsprocessen. Sträckningen valsas in i stambladet. Är klingan rätt sträckt syns en ljusspalt över hela stambladet.
Detta kan kontrolleras med en lång linjal.
Tabellen till höger anger hur stor sträckhöjd (spalt) standardklingan ska ha.
Vid högre skärhastigheter krävs mera sträckning.
Tabellen visar riktvärden på sträckhöjder på nya klingor.
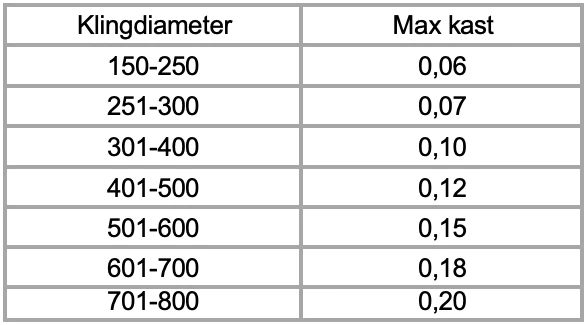
Riktning

Med en linjal som är ungefär halva klingans diameter kontrolleras att sträckningen ligger jämt fördelat och att klingan är plan.
Planheten (sidokastet) kan även kontrolleras med mätur och ett roterande centrum. Använd samma diameter på flänsarna som i maskinen.
Mäturets spets placeras strax under spånluckan.
Ojämnheter arbetas bort med rundhammare och/eller krysshammare. Tabellen visar riktvärden på nya klingors planhet.
Skötsel
En hårdmetallklinga är ett precisionsverktyg. Noggrann skötsel är en förutsättning för lång hållbarhet och bra resultat. Hårdmetalltänderna är känsliga för slag och stötar. Använd bra emballage vid transport och förvaring. Spån och kåda bildar beläggningar på tänder, i spånluckor och på stamblad. Beläggningen ökar friktionen vilket kan leda till varmgång och risk för att klingan tappar sträckning och riktning. Använd inte vassa verktyg vid rengöring av sågklingan. Det kan ge grader som öka risken för sprickbildning och beläggningar på klingan. Använd ett rengöringsmedel anpassat för att lösa upp hartser. Torka med trasa eller trassel. Hårdmetallklingor slipas om när resultatet inte är acceptabelt, när eggens avrundning är 0,1 mm eller när tanden har urflisningar. Ökad förslitning ger högre skärkrafter och risk för sprickbildning i stambladet. Kontrollera alltid klingorna avseende sprickor i stambladen före användning. Om sprickor upptäcks, kassera klingan!
Omslipning

Vid omslipning används diamantslipskivor och styrda maskiner som slipar både tandens rygg- och bröstyta. Skadade tänder kan bytas ut. Antalet möjliga omslipningar beror på slitage och tändernas ursprungliga storlek. Vid omslipning ska tändernas proportioner följas. Det innebär större avverkning på tandens rygg. På detta sätt får man ut maximalt antal omslipningar. Normalt kan en hårdmetallklinga slipas om ca 20 gånger.

Tandspetsarna ska ha samma höjd efter omslipning. Max tillåten skillnad är 0,05 mm. Om skillnaden är för stor drar klingan snett.
Felsökning
Typ av fel
Den sågade ytan blir för grov.
Orsak - Åtgärd
För få eller slitna tänder. Byt till en nyslipad klinga. Byt till en klinga med fler tänder. Kontrollera tandform och skärhastighet i förhållande till aktuellt material. Kontrollera att flänsar och distanser är rena och utan skador. Kontrollera spindellager.
Klingan ger urslag på undersidan av materialet?
Kontrollera om klingan är sliten och behöver slipas. Välj en klinga med fler tänder. Minska såghöjden om klingan står för högt över materialet. Se sida 14. Välj annan tandform.
Klingan vibrerar och ger dåligt snitt.
Dåliga lager i sågspindeln. Sliten axeltapp eller för stort centrumhål i
klingan. Skadade flänsar eller distansringar. Obalans i klingan.
Klingan drar materialet åt något håll.
Fel sträckning i klingan. Inmatning inte parallell. Tandspetsarna på växelvis slipade tänder (tandform W, ATB, BA) har olika höjd. Max skillnad 0,05 mm. Se sida 19.
Klingan lämnar ränder i arbetsstycket.
Fel sträckning i klingan. Skadade flänsar eller distansringar. En av tänderna är felslipad och sticker ut i sidled.
Klingan går tungt i materialet.
Kontrollera om klingan är sliten och behöver slipas. För låg skärhastighet.
Klingan självmatar.
För stor spånvinkel. Pendel– och radialkapsågar ska ha klingor med negativ eller svagt positiv spånvinkel för att minimera risken att klingan okontrollerat matar sig själv.
Brännmärken på den sågade ytan.
Kontrollera om klingan är sliten och behöver slipas. För låg matningshastighet i förhållande till aktuellt antal tänder, varvtal och ämnets tjocklek. Minska om möjligt tandantal och/eller varvtal.
Beläggning på klingans sidor.
För många tänder i förhållande till matning, varvtal och ämnets tjocklek. Minska om möjligt tandantal och/eller varvtal. För små spånluckor.
Beläggning på klingans ena sida.
Inmatning är inte parallell.
Enstaka brännmärken på stambladet.
Skadade eller oplana klingflänsar. Sågspindeln kastar.
Ring av brännmärken på stambladet.
Felaktig klyvkniv eller fel sträck i klingan.
Sprickor i stambladet.
För stora skärkrafter pga för hög matningshastighet eller slitna tänder. Kassera alltid klingan om sprickor i stambladet upptäcks.
Olycksrisk!
Klingan kommer i egensvängning och tjuter.
Ändra tandantal, tandform eller diameter. Justera varvtal. Välj en ljuddämpad klinga. Beläggning med något ljudabsorberande material i spånhuven kan minska oljudet.
Klingan wobblar när den blir varm.
Vid sågning blir klingan varm i periferin. Detta medför att den “sträcker sig”. Mer sträckning i stambladet kan förbättra egenskaperna. Vid behov kan klingans sträck anpassas till maskinens varvtal
och flänsdiameter.